La micro-cogenerazione a gas naturale: una nuova via del risparmio energetico
The micro combined heat and power production: a new way for energy saving
MICHELE SILEO*
Abstract
This work has the
scope to show you a new energetic research way: the micro CHP (Combined Heat and
Power production) by natural gas, inside this work its founder principles are
introduced: the CHP and the district generation. After you can find a short
description of the technology level reachedder by the microCHP. There are many
different kind of technology used for micro-CHP: internal combustion engines,
Stirling engines, micro gas turbines, fuel cells, absorption chillers. Often, to
show you the potentialities of these technologies and to make their
understanding easier and faster, some system configurations are suggested.
Keywords: micro CHP (Combined Heat and Power production),
trigeneration, internal combustion engines, Stirling engines, micro gas turbines,
fuel cells, absorption chillers.
1 La micro – co – rigenerazione
La cogenerazione č la produzione combinata di elettricitŕ e calore. Nella
cogenerazione queste due forme di energia, cioč l’elettricitŕ e il calore,
vengono prodotte in cascata, con un unico sistema.
In un impianto convenzionale per la produzione di energia elettrica, l’energia
chimica del combustibile, trasformata in energia termica tramite combustione,
viene utilizzata in un ciclo di potenza che la trasforma in elettricitŕ. Il
calore di scarto del ciclo viene disperso nell’ambiente ottenendo cosě
rendimenti di primo principio del 40-50%.
Con un impianto di cogenerazione, invece, il calore di scarto non viene
disperso, ma recuperato per essere poi utilizzato in vario modo. In questo modo
la cogenerazione raggiunge un’efficienza superiore anche al 85%.
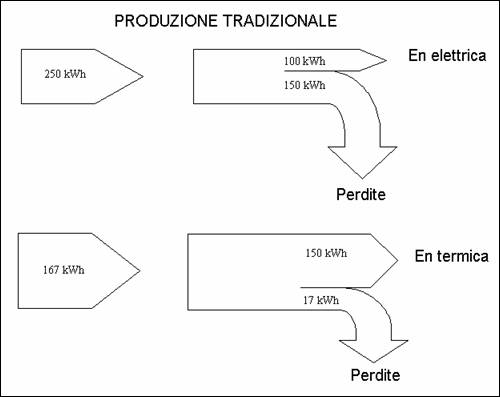
Un esempio numerico puň chiarire le idee. Si confronti la produzione
tradizionale in centrale di 100 kWh di energia elettrica, piů 150 kWh di energia
termica tramite caldaia, con la produzione contemporanea delle stesse quantitŕ
di energia ottenute da un unico processo cogenerativo. Per una piů rapida
esemplificazione sono presentati nelle figure sottostanti e per entrambi i casi
i diagrammi di Sankey. Si ipotizza un rendimento del 40% nella produzione
dell’energia elettrica e del 90% per la produzione di energia termica. Sarŕ
quindi necessario fornire una portata di combustibile corrispondente a 250 kWh
all’impianto di produzione dell’energia elettrica e 167 kWh a quello di
produzione dell’energia termica ottenendo un totale di 417 kWh di energia
assorbita per soddisfare, nel modo tradizionale, i fabbisogni ipotizzati.
Diagramma di Sankey per la produzione tradizionale di elettricitŕ e calore.
Con la cogenerazione, invece, producendo contemporaneamente sia l’energia
elettrica che quella termica tramite un unico impianto che abbia un rendimento
elettrico del 29% e termico del 44% (rendimenti facilmente ottenibili tramite
packages di cogenerazione a microturbina), si riesce a ridurre l’energia
primaria fornita all’impianto a 345 kWh.
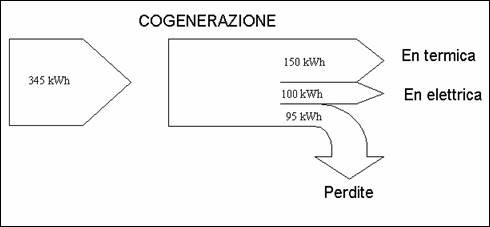
Diagramma di Sankey per la produzione cogenerativa di
elettricitŕ e calore.
Si osservino ora i numeri: sono state alimentate le stesse utenze energetiche,
elettriche e termiche, con un risparmio del 18% (345/417) sull’energia primaria
fornita dal combustibile, le perdite infatti sono diminuite da 165 kWh (150+15)
a 95 kWh.
Il risparmio che si ottiene con la cogenerazione č molto significativo, e si
traduce non solo in risparmi economici, ma anche ecologico-ambientali: si
consuma circa il 20% di combustibile in meno con la conseguente riduzione delle
emissioni inquinanti.
Utilizzando nuovamente i rendimenti prima ipotizzati si potrŕ infatti dire che
un impianto di cogenerazione alimentato a metano permette per ogni KWh prodotto,
una riduzione della CO2 immessa in atmosfera pari a 450 grammi, se confrontato
con la produzione separata di energia elettrica (centrale termoelettrica) ed
energia termica (caldaia convenzionale).
Finora la produzione cogenerativa č stata una prerogativa delle macchine di
taglia medio grande su grandi impianti di potenza, ed in particolare di turbine
a gas (ciclo semplice e combinato), turbine a vapore e piů raramente grandi
motori alternativi.
In una centrale di cogenerazione il calore di scarico delle macchine ha livelli
termici elevati e di conseguenza puň essere utilizzato in diversi modi:
• produzione di acqua calda per usi civili o industriali,
• produzione di vapore per teleriscaldamento o per processi industriali,
• utilizzo diretto dei fumi depurati per essiccamento o riscaldamento.
Le perdite di calore,
l’energia necessaria per il pompaggio dell’acqua o del vapore nelle reti di
trasporto pongono perň dei limiti alla distribuzione del calore su grande scala;
infatti se effettuata su un’area troppo vasta i vantaggi energetici ottenuti con
la produzione combinata si perdono nella distribuzione alle utenze. Le utenze
termiche devono perciň concentrarsi in aree limitrofe all’impianto di produzione
nonostante il sistema di trasmissione del calore sia efficiente e ben
progettato.
E’ necessario parlare ora della generazione distribuita, sorella maggiore al
pari della cogenerazione, della micro-cogenerazione.
La generazione distribuita (spesso indicata con l’abbreviazione anglosassone DG)
consiste nell’installazione localizzata, vicino agli utilizzatori, di unitŕ di
generazione elettrica, le cui taglie di potenza variano, generalmente, da
qualche chilowatt a qualche megawatt.
Tali unitŕ di generazione possono essere interconnesse al sistema di
trasmissione o di distribuzione; inoltre, avvalendosi dell’utilizzo di fonti
energetiche rinnovabili (eolica, solare, biomasse, rifiuti, ecc.) o non
rinnovabili, sono facilmente realizzabili installazioni in luoghi impervi,
isolati o lontani dalla rete di distribuzione, avendo cosě un funzionamento ad
isola (stand alone).
Attraverso la generazione distribuita, l’energia elettrica viene quindi prodotta
direttamente sul sito di utilizzo e con l’utilizzo di tecnologie e di macchine
molto diverse tra loro: microturbine, fuel cells, motori a combustione interna,
ecc.
Un sistema per la generazione distribuita data la sua grande versatilitŕ, puň
essere quindi utilizzato per soddisfare i bisogni del piccolo consumatore
(utenze domestiche), ma anche quelli dei grossi complessi industriali.
La generazione distribuita offre dei vantaggi non marginali rispetto alla
classica generazione elettrica:
• produzione limitata al solo quantitativo di elettricitŕ
necessario all’utenza locale,
• impatto ambientale distribuito e non concentrato attorno alla singola
centrale,
• assenza di perdite di trasporto sulle reti di distribuzione.
La micro-cogenerazione nasce proprio dagli stessi principi su cui si fondano la cogenerazione e la generazione distribuita:
• generazione contemporanea di elettricitŕ e calore ,
• produzione di energia termica ed elettrica presso le utenze.
La micro-cogenerazione
č la cogenerazione su piccola scala; le potenze elettriche vanno come per la DG
dal kilowatt ai megawatt. La micro-cogenerazione č stata per lungo tempo poco
praticata, se non a livello di ricerca, principalmente per due motivi: le
vantaggiose economie di scala sfruttate dalle grandi turbine da centrale e dai
sistemi di trasmissione in alta tensione, i bassi rendimenti elettrici e termici
offerti dalle macchine di piccola taglia.
La possibilitŕ di accoppiare un frigorifero ad assorbimento ad un impianto di
micro-cogenerazione mostra le ulteriori potenzialitŕ di questi sistemi; il frigo
ad assorbimento č una macchina, senza entrare troppo nel dettaglio, capace di
compiere un ciclo frigorifero non sfruttando il lavoro del compressore ma
utilizzando il calore fornito da una sorgente calda, quale il calore di scarto
di un motore, di una micro-turbina o di un altro generatore di potenza.
Quindi un sistema che comprende un motore, un generatore elettrico, un sistema
di recupero del calore di scarto e un frigorifero ad assorbimento, costituisce
un impianto di trigenerazione, in grado di effettuare una produzione combinata
di energia elettrica, termica e frigorifera. Un micro-trigeneratore puň
facilmente soddisfare le esigenze di condizionamento di un condominio o quelle
di refrigerazione in attivitŕ industriali e artigianali. Se si considera quindi
che si possono estendere facilmente i vantaggi giŕ citati per la produzione
combinata di calore e elettricitŕ alla produzione del freddo sarŕ piů evidente
il risparmio energetico ottenibile dall’ adozione di queste tecnologie.
La ricerca e i progressi che essa ha portato alle tecnologie produttive,
permettono ora di ottenere macchine e impianti cogenerativi con rendimenti
superiori al 90%, basso impatto ambientale, bassa rumorositŕ e grazie
all’elettronica grande facilitŕ di gestione e utilizzo. Caratteristiche che
permettono l’installazione di questi impianti direttamente nei centri urbani.
Grazie alla micro-cogenerazione la logica convenzionale di distribuzione puň
venire stravolta: non piů pochi grandi siti produttivi, giganti centrali
elettriche dall’enorme impatto ambientale, ma molti piccoli siti di generazione
dislocati nel territorio vicino all’utente finale, interconnessi, di dimensioni
ridotte ed ecologicamente compatibili.
I sistemi di micro-co-trigenerazione comportano una lunga serie di vantaggi
soprattutto in un sistema energetico come quello italiano grosso importatore di
energia, con un parco centrali carente, una rete di trasmissione non piů
giovane.
Si elencano in estrema sintesi i principali benefici:
• risparmio di energia primaria con diminuzione dei costi
energetici,
• miglioramento dell’impatto ambientale e riduzione delle emissioni (si emettono
in atmosfera centinaia di migliaia di tonnellate di anidride carbonica in meno),
• nessuna perdita di distribuzione calore,
• nessuna perdita di distribuzione e trasmissione dell’elettricitŕ (riversata
direttamente nelle linee a bassa tensione),
• limitazione delle cadute di tensione sulle linee finali di utenza,
• esposizioni finanziarie minori grazie a taglie ridotte ed a tempi di
installazione rapidi,
• possibilitŕ di penetrazione in zone isolate e difficilmente accessibili.
1.1 Stato dell’arte e tecnologie della micro-cogenerazione
Nelle pagine successive vengono descritte le tecnologie disponibili per la
cogenerazione di piccola taglia e i sistemi di micro-cogenerazione, idonei per
la singola utenza residenziale. Le tecnologie micro-cogenerative verranno
trattate singolarmente; per tutte si seguirŕ il medesimo approccio:
• descrizione dei principi di funzionamento,
• caratteristiche e tecnologia costruttiva,
• controllo delle emissioni inquinanti e impatto ambientale,
• esempi realizzativi e schemi d’impianto cogenerativi.
2 Motori a combustione interna
I motori a combustione interna (spesso MCI), studiati ed applicati fin dalla
seconda metŕ del 1800, vantano ormai una storia secolare. Dalle loro prime rare
applicazioni, nelle miniere di carbone, ne hanno fatta di strada, incredibile il
loro sviluppo nel campo automobilistico e non meno importanti sono gli altri
impieghi. Li ritroviamo infatti utilizzati, nel corso del secolo scorso, nella
propulsione marina e ferroviaria e in molte applicazioni stazionarie: motopompe,
compressori, gruppi elettrogeni, ecc.
2.1 Principio di funzionamento
La dizione utilizzata di “motori a combustione interna” ha origine dal
principio di funzionamento della macchina, ovvero combustione interna alla
macchina e movimentazione del fluido di lavoro tramite cinematismo alternativo.
Pur essendo il principio unico esistono due tipologie di macchine, denominate in
base al tipo di ciclo termodinamico utilizzato: macchine a ciclo Otto e macchine
a ciclo Diesel. In base poi al numero di corse del pistone necessarie a
realizzare il ciclo si distinguono macchine a due e quatto tempi.
Le macchine a due tempi, non avendo alcuna rilevanza applicativa nella
micro-cogenerazione, non verranno trattate, segue invece una breve trattazione
dei cicli Otto e Diesel a quattro tempi, ideali e reali.
Osservando il diagramma sottostante p-v di ciclo Otto ideale, esso si compone di
quattro trasformazioni: due isocore e due isoentropiche. Le trasformazioni,
tutte ideali, sono numerate secondo il loro ordine temporale.
• Trasformazione isoentropica 1-2 compressione. Il pistone si
muove dal punto morto inferiore (PMI) al punto morto superiore (PMS)
determinando un forte aumento di pressione a spese di lavoro esterno.
• Trasformazione isocora 2-3 combustione. Nel ciclo ideale avviene
istantaneamente con pistone fermo al PMS.
• Trasformazione isoentropica 3-4 espansione. Corrisponde alla corsa del pistone
tra il PMS e il PMI, questa č la fase in cui si produce lavoro, č accompagnata
da una brusca riduzione dei parametri intensivi del gas (pressione e
temperatura).
• Trasformazione isocora 4-1 scarico naturale. A pistone fermo dopo l’apertura
della valvola di scarico i gas combusti escono dal cilindro.
Nel ciclo reale sono necessarie altre due trasformazioni per completare il ciclo.
• Trasformazione P-1 scarico forzato. I gas combusti vengono
espulsi attraverso la valvola di scarico dal pistone durante la risalita al PMS.
• Trasformazione 1-Q aspirazione. In questa fase, durante una corsa PMS - PMI,
dalla valvola di ammissione viene aspirata la miscela aria-combustibile
necessaria a compiere un nuovo ciclo.
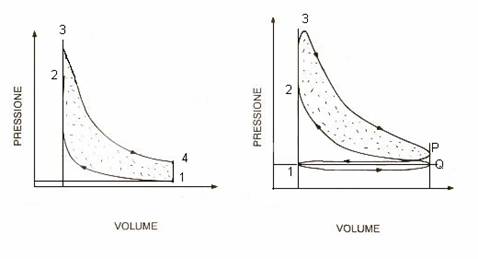
Ciclo ideale e ciclo reale di un motore Otto.
Nel ciclo Diesel ideale, l’unica sostanziale differenza č nella combustione, che
si ipotizza avvenire a pressione costante e non a volume costante.
Nei cicli reali le differenze tra Diesel e Otto sono piů numerose. Nel ciclo
Otto il combustibile viene iniettato durante l’aspirazione nei collettori, la
quantitŕ di combustibile iniettata č tale da ottenere sempre un rapporto di
miscela vicino allo stechiometrico, la parzializzazione del motore č regolata
dalla quantitŕ di miscela aria-combustibile aspirata nel cilindro, l’ignizione č
controllata tramite scintilla scoccata, a fine compressione, dalla candela.
Nel motore a ciclo Diesel il combustibile č iniettato ad alta pressione
direttamente nel cilindro, nella corsa di compressione viene compressa solo
aria, la regolazione del motore avviene variando la quantitŕ di combustibile
iniettata e quindi il rapporto di miscela, resta invece costante la quantitŕ
d’aria aspirata. La regolazione tramite iniezione del combustibile fa si che ai
carichi parziali il rendimento del ciclo Diesel sia maggiore, rendimento che si
mantiene maggiore anche in piena ammissione grazie ai maggiori rapporti di
compressione ottenibili.
2.1.1 Caratteristiche e tecnologia costruttiva
I motori a combustione interna per loro natura possono utilizzare una grande
varietŕ di combustibili sia liquidi (gasoli, benzine, oli pesanti) sia gassosi
(gas naturale, propano, gas da discarica, biogas). Per applicazioni
micro-cogenerative il combustibile principe č il gas naturale. Questo viene
infatti preferito agli altri per il basso costo, il ridotto impatto ambientale,
i minori costi di manutenzione e una maggiore vita utile della macchina. Anche
per i cogeneratori alimentati a gas naturale distingueremo MCI a ciclo Otto e
MCI a ciclo Diesel.
I motori a ciclo Otto hanno rapporti di compressione oscillanti tra 9:1 e 12:1,
simili a quelli di un motore alimentato a benzina, nonostante il gas naturale
abbia un potere antidetonante maggiore. Come in un motore a benzina il gas viene
iniettato nei condotti di aspirazione formando miscele stechiometriche e poi
compresso nel cilindro. Per ottenere scarse emissioni di ossidi di azoto e alti
rendimenti si utilizzano: motori a precamera, ove la miscela č ricca nella
precamera ma povera nella camera di combustione principale; oppure motori a
carica stratificata caratterizzati da miscela ricca in prossimitŕ della candela
che smagrisce allontanandosi dalla zona di ignizione.
Molti cogeneratori a gas derivano costruttivamente da motori Diesel realizzati
per altri scopi; questi motori vengono adattati al ciclo Otto con l’aggiunta
della candela e con la riduzione del rapporto di compressione, con conseguente
riduzione di potenza, al fine di evitare fenomeni di detonazione.
I motori a ciclo Diesel sono motori “dual fuel” cioč a doppio combustibile; sono
alimentati prevalentemente a metano e con una piccola aggiunta tra 1-10% di
gasolio per evitare la detonazione della carica fresca. Il gasolio viene
usualmente iniettato ad alta pressione direttamente nel cilindro; per il gas vi
sono due strade: iniezione diretta ad alta pressione come per il gasolio,
iniezione nel collettore e successiva compressione come in un motore Otto. In
questo secondo caso vi č una riduzione della potenza erogata, come per gli
analoghi motori a ciclo Otto, per evitare gli effetti detonanti del
riscaldamento per compressione. La scelta tra le due soluzioni viene dettata
dalla pressione di distribuzione del gas nella rete: se la distribuzione č ad
alta pressione si utilizzano motori ad iniezione diretta; se č a bassa pressione
si preferisce l’iniezione indiretta evitando gli oneri di acquisto e
manutenzione di un compressore ausiliario per la compressione del gas. Il
compressore ausiliario ridurrebbe inoltre del 4-7% la potenza meccanica prodotta
dal cogeneratore.
I motori con potenze superiori ai 300 kW sono solitamente dotati di un
turbo-compressore radiale per la sovralimentazione. Il gruppo di
sovralimentazione innalza la pressione dell’aria aspirata dal pistone
aumentandone la densitŕ e quindi incrementando, a paritŕ di cilindrata, la
potenza del motore. Questo dispositivo viene solitamente abbinato ad uno
scambiatore che effettua la inter-refrigerazione, allo scopo di: ridurre
ulteriormente la densitŕ dell’aria, ridurre il lavoro di compressione del motore
e aumentare la potenza specifica.
2.1.2 Controllo delle emissioni inquinanti e impatto ambientale
La combustione all’interno di un MCI č un fenomeno non facilmente
schematizzabile: nel motore Otto la combustione passa da laminare a turbolenta e
in alcuni punti della camera di combustione vi sono anche fiamme diffusive, nel
motore Diesel invece la combustione č per lo piů diffusiva. Molti sono i
fenomeni non stazionari presenti durante la combustione di cui bisogna tener
conto. Infatti le forti variazioni di temperatura, prodotte dal movimento del
pistone, portano al “congelamento” di alcune reazioni; le pareti della camera,
piů fredde della miscela, generano una locale estinzione della fiamma lasciando
parte della miscela incombusta. Ognuno di questi fattori complica la
modellazione del processo combustivo e favorisce la formazione di un inquinante
diverso. I principali inquinanti immessi in atmosfera da un MCI sono NOx (ossidi
di azoto), HC (molecole di combustibile non completamente ossidate), particolato,
CO (monossido di carbonio).
La possibilitŕ di poter utilizzare diversi combustibili fa sě che ogni motore
abbia un propria tipologia di emissioni e di conseguenza una specifica soluzione
per il loro abbattimento. Una trattazione completa ed esauriente sull’argomento
esula dagli scopi del presente lavoro, verranno invece presi in considerazione i
metodi adottati per gli MCI per cogenerazione.
Un MCI per cogenerazione č di solito alimentato a gas naturale, in questo caso
le emissioni sono di per sé contenute: le emissioni del particolato scendono
praticamente a zero, grazie alla maggiore “pulizia” del combustibile. Le attuali
normative ambientali riguardo le emissioni inquinanti sono perň abbastanza
limitanti e lo saranno sempre piů in futuro; anche per un motore alimentato a
gas naturale, č necessario quindi prevedere opportuni accorgimenti per la
riduzione delle emissioni. Tali accorgimenti intervengono o durante la
combustione o dopo di essa e differiscono da ciclo Otto a ciclo Diesel.
Per un MCI Otto si č soliti utilizzare miscele magre, cioč con alto tenore di
ossigeno, in modo da ridurre il tenore del CO e contenere le temperature di
fiamma e consequenzialmente la formazione degli NOx che č favorita dalle alte
temperature. L’utilizzo di miscele magre č sempre associato all’adozione di
camere di combustione ad alta turbolenza, che migliorano la propagazione della
fiamma, riducendo il tenore degli incombusti. E’ norma adottare
contemporaneamente sistemi che intervengono a valle della combustione, come i
catalizzatori che permettono l’attivazione di alcune reazioni nonostante operino
a temperature inferiori a quelle presenti nel cilindro. Con miscele
stechiometriche si utilizzano catalizzatori trivalenti cioč agenti su tre tipi
di inquinanti diversi NOx, CO, HC. Per poter agire necessitano di un ambiente
che sia riducente e allo stesso tempo ossidante; per ottenere queste condizioni
č necessario garantire la stechiometricitŕ della miscela. A tale scopo vengono
utilizzati una sonda, che misura il tenore dell’ossigeno all’interno del
catalizzatore, e un controllo in retroazione che gestisce il dosaggio del
combustibile. Nei motori a miscela magra detti anche “lean burn” dove, dato
l’eccesso di ossigeno, l’azione di un catalizzatore trivalente sarebbe nulla, si
utilizzano catalizzatori ossidanti che agiscono su HC e CO.
Anche i cogeneratori a ciclo Diesel vengono alimentati con miscele magre oppure
si attua una stratificazione della carica in modo da ridurre incombusti e CO.
Per gli ossidi di azoto si utilizzano sistemi EGR (Exhaust Gases Recirculation
System) che, reintroducendo una piccola parte dei gas combusti nei cilindri,
diluiscono la carica fresca in modo da aumentare la capacitŕ termica della
miscela e ridurre le temperature. Per quanto riguarda i rimedi a valle della
combustione, un MCI Diesel alimentato a gas naturale, si cita la sola presenza
di catalizzatori ossidanti essendo praticamente nullo il tenore di particolato e
incombusti.
Tab. 2.1 valori tipici delle emissioni di MCI Otto e Diesel.
| NOx g/kWh | CO g/kWh | |
|
MCI Otto |
0.7 - 16 | 1.5 - 2.7 |
|
MCI Diesel |
0.9 - 12 | 0.4 - 0.9 |
2.1.3 Esempi realizzativi e schemi d’impianto cogenerativi
I motori a combustione interna risultano la tecnologia piů matura e
affidabile in campo cogenerazione di taglia media, lo conferma la grande
quantitŕ di produttori di package cogenerativi presenti sul mercato. Da
una rapida osservazione del mercato possiamo subito evidenziare il legame tra
taglia e rendimento e taglia e costo di installazione. Il rendimento elettrico,
ovviamente per un MCI, cresce con la taglia, il costo specifico per kW
installato decresce col crescere della taglia date le economie di scala e la
maggiore esperienza cumulata sulle grandi taglie nonché per la minore incidenza
del costo dei sistemi di controllo elettronico. Gli MCI inoltre mostrano grande
disponibilitŕ, superiore al 95% (dati DOE 2004 su motori con piů di 80 kW); il
fermo macchina manutentivo si limita infatti alla sostituzione delle candele,
dell’olio, dei filtri. Anche l’affidabilitŕ č alta ma tali prestazioni sono
pagate a caro prezzo: la manutenzione ordinaria benché rapida arriva ad incidere
fino a 1.5 €cent per kWh elettrico prodotto. La tabella Tab. 2.2 puň
fornire un buon esempio numerico, per le taglie medie, su potenza,
installazione, manutenzione e loro costi.
Tab. 2.2 costi manutenzione – installazione taglie medie.
|
|
MAN 100 | Cummins GSK 300 | CAT G3516 LE |
|
Potenza nominale kW |
100 | 300 | 800 |
|
Costo installazione €/kWh |
1240 | 1000 | 1050 |
|
Rendimento elettrico % |
33.7 | 34.2 | 36.6 |
|
Costo manutenzione €cent/kWh |
1.45 | 1.00 | 0.76 |
Il rendimento termico, si sa, č funzione della temperatura a cui si vuole
rendere disponibile il calore. Il calore di scarto per gli MCI č recuperabile da
diverse fonti e ognuna ha un proprio range di temperatura. Sui motori di media
taglia l’intercooler fornisce calore tra i 50 e i 60°C, l’olio lubrificante puň
cedere calore a 75-85°C, l’acqua di raffreddamento gira in circuiti a 85-95°C
salvo casi di circuiti pressurizzati dove si raggiungono i 115°C; temperature
quindi adatte ad una produzione di acqua calda per usi sanitari o per
riscaldamento ambientale. I fumi sono rilasciati a temperature prossime ai 500°C
e consentono quindi anche la produzione di vapore in media pressione (5-12 bar).
In termini quantitativi abbiamo un recupero di calore a bassa temperatura pari a
circa il 25% del potere calorifico inferiore del combustibile bruciato e circa
un 30% per il calore ad “alta” temperatura. L’utilizzo di un cogeneratore a
combustione interna č opportuno quindi quando si ha una richiesta termica a
bassa temperatura oppure quando le richieste di calore ad alta e a bassa
temperatura hanno rapporto circa unitario. Per sottolineare ora l’incremento
delle prestazioni elettriche e termiche (potenza erogata e rendimento), grazie
all’utilizzo di un gruppo di sovralimentazione inter-refrigerato, viene mostrata
una tabella comparativa Tab. 2.3. In questa un motore WAUKESHA 6 cilindri
in linea (Fig. 2.2), viene allestito con e senza sovralimentazione; si
noti inoltre la variazione delle prestazioni termiche quando, a temperature piů
basse, č possibile sfruttare come sorgente anche l’intercooler.
Tab. 2.3 tabella comparativa sovralimentazione.
|
WAUKESHA VSG11G / GTI |
G |
GTI |
G |
GTI |
|
Cilindrata totale cm3 |
11030 |
|||
|
Potenza elettrica kW |
75 |
125 |
75 |
125 |
|
Jacket water |
96 10 59.8
165.8 |
141 20 98.1 (5) 259.1 |
96 10 64.9
170.9 |
141 20 101.2 5 267.2 |
|
T acqua °C |
90-60 |
90-60 |
60-35 |
60-35 |
|
portata acqua kg/s |
1.32 |
2.02 |
1.63 |
2.55 |
|
Rendimento elettrico % |
27.2 |
29 |
27.2 |
29 |
|
Rendimento termico % |
61.2 |
60.1 |
63 |
62 |
|
Rendimento globale % |
88.4 |
89.1 |
90.2 |
91 |
|
Rumore dB |
56 |
|||
|
Ingombri (L*W*H) mm |
2400 x 970 x 1530 |
|||
|
Peso kg |
2450 |
|||
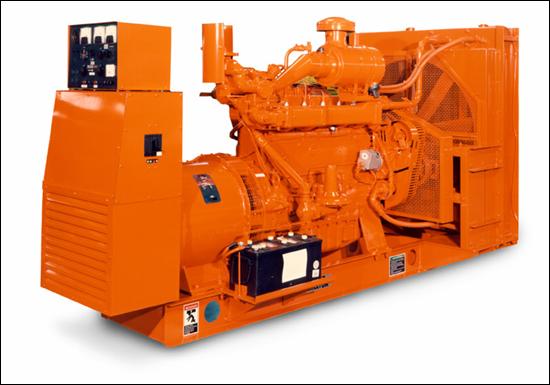
Fig. 2.2 motore WAUKESHA VSG11G / GTI.
In tabella Tab. 2.4 viene proposto come ulteriore esempio e termine di
confronto un MCI 8 cilindri a V Caterpillar (Fig. 2.3) da 480 kWe ove nonostante
la sovralimentazione si ottengono rendimenti termici inferiori poiché l’utenza
richiede calore a temperatura maggiore.
Tab. 2.4 prestazioni CAT GE 3508 LE.
|
CAT GE3508LE |
||
|
Cilindrata |
cm3 |
33700 |
|
Potenza elettrica |
kW |
480 |
|
Potenza termica |
kW |
337 |
|
Emissioni (tenore O2 5%) NOx CO |
|
<450mg/mc <300mg/mc |
|
T acqua |
°C |
115-105 |
|
Rendimento elettico |
|
36.9% |
|
Rendimento termico |
|
25.9% |
|
Rendimento globale |
|
62.8% |
|
Ingombri (L*W*H) |
mm |
4000*2200*2200 |
|
Peso |
kg |
6950 |
Recentemente sono stati proposti sul mercato alcuni modelli di MCI di piccola
taglia adatti al settore della cogenerazione domestica, con taglie tra 1 e 5 kW.
Il loro sviluppo č legato alla liberalizzazione dei mercati elettrici e del gas
in molti paesi occidentali; il costo sempre piů basso dei sistemi elettronici di
controllo ha poi svincolato l’utilizzo di queste apparecchiature per le sole
taglie grandi. Anche su taglie cosě piccole gli MCI mantengono la versatilitŕ di
utilizzo e seguendo rapidamente le variazioni del carico e mantenendo buoni
rendimenti anche ai carichi parziali. Il loro utilizzo domestico, la cui
richiesta termica non č mai superiore ai 90°C, consente il recupero di calore
anche da fonti a bassa temperatura quali la camicia del cilindro o l’olio di
lubrificazione. Attualmente i costi di installazione si mantengono alti ma
aumentando la produzione e sfruttando economie di scala proprie del settore
automobilistico, scenderebbero a livelli piů competitivi. Due esempi verranno
proposti: un motore Honda da 1 kWe e un MCI Senertec da 5 kWe. Entrambi
monocilindrici a 4 tempi a ciclo Otto, possono essere alimentati sia a metano
sia a GPL. Molto interessante č il caso dell’Honda: il motore denominato ECOWILL
nasce da una partnership tra la giapponese Honda e la Osaka Gas, societŕ di
distribuzione e vendita di gas naturale, anch’essa giapponese. Questo MCI di 163
cm3, lanciato nel marzo 2003, ha subito goduto un grande successo, ne
sono state vendute piů di 4000 unitŕ nel primo anno e in due anni ha giŕ
raggiunto le 15000. Vendite cosě alte hanno spinto l’Honda a lanciare l’ECOWILL
sul mercato statunitense nell’autunno 2006. Il successo di questo piccolo MCI si
spiega osservando la sua logica di funzionamento e il mercato del gas naturale
in Giappone.
Il sistema elettronico di controllo utilizzato funziona mediante un algoritmo
con una logica di auto-apprendimento, per cui un micro-processore elabora
istantaneamente le informazioni riguardanti i carichi richiesti, i dati
climatici esterni, le tariffe elettriche e del gas, e li integra con i dati
storici di funzionamento, decidendo in ogni istante la strategia di
funzionamento che massimizza il risparmio.
Il sistema tariffario del gas giapponese gode di una maggiore liberalizzazione
di quello italiano; la Osaka Gas infatti concede un forte sconto sulla tariffa
del gas per chi utilizza un sistema ECOWILL, compensando il mancato guadagno con
il maggior consumo di combustibile dovuto alla cogenerazione. Inoltre il
Giappone, stato promotore del protocollo di Kyoto, incentiva tali forme di
generazione elettrica; per l’acquisto di un sistema ECOWILL č infatti previsto
un contributo di circa 1500 € riducendo l’esborso del consumatore da 6000 a 4500
€. Ciň consente all’acquirente un tempo di pay-back di circa 5 anni, mentre ogni
3 anni circa (6000 ore di funzionamento) č prevista la manutenzione ordinaria
con un costo di circa 120 € (sostituzione olio, candele, filtri, controllo
emissioni). Essendo un’apparecchiatura di tipo domestico ha una buona
insolazione acustica con livello del rumore sotto i 44 dB, basse anche le
emissioni inquinanti; č utilizzato infatti un catalizzatore a tre vie con sonda
λ.


Fig 2.5 motore Ecowill con accumulatore e un suo spaccato.
Il monocilindro Senertec, denominato DACHS, anche grazie ad una maggiore
cilindrata (580cc) presenta un rendimento elettrico (26%) piů elevato dell’ECOWILL
e puň funzionare anche in isola oltre che in parallelo con la rete. E’ un motore
a carica magra, lavora con eccesso di ossigeno, adotta perciň un catalizzatore
ossidante, che sappiamo intervenire su HC e CO; per il controllo delle emissioni
di NOx si č ricorso alla progettazione di un camera ottimizzata e ad una
migliore regolazione dell’anticipo di accensione. Data la maggiore potenza
termica (12.5 kW) non č necessaria l’adozione di una caldaia ausiliaria come per
l’ECOWILL, anche se sono previste versioni con tale accessorio. Inoltre č
possibile dotare il cogeneratore con accumulatori di acqua calda, con
scambiatori ceramici a condensazione per i fumi oppure far gestire all’unica
centralina fino a 7 unitŕ. E’ piů rumoroso (52 dB) rispetto al suo concorrente
dagli occhi a mandorla ma presenta un migliore recupero termico, costo specifico
per kWe installato č minore (2600 € contro 6000 €) ma per entrambi č possibile
offrire un prezzo di 1000 €/kWe col passaggio alla produzione in scala.
Attualmente un DACHS richiede un investimento di 13000 € e sulla base dei
consumi medi di una famiglia europea la Senertec prevede un tempo di pay-pack di
5.3 anni. Ultima nota sul DACHS: con intervalli manutentivi ogni 3500 ore e con
la sostituzione di alcuni componenti dopo 40000 ore di funzionamento, si stima
una vita utile di 80000ore. Si riporta una tabella (Tab. 2.5) comparativa tra i
due micro-cogeneratori.
Tab. 2.5 prestazioni Honda Ecowill, Senertec Dachs.
| HONDA ECOWILL | SENERTEC DACHS | |
|
Cilindrata cc |
163 | 579 |
|
Potenza elettrica kW |
1.0 | 5.5 |
|
Potenza termica kW |
3.25 | 12.5 |
|
Caldaia ausiliaria kW |
14.0 | 30 |
|
Tmax acqua °C |
80 | 95 |
|
Rendimento elettrico |
20% | 27% |
|
Rendimento termico |
65% | 61% |
|
Rendimento globale |
85% | 88% |
|
Rumore dB |
44 | 52 |
|
Ingombri mm |
580*380*880 | 1060*720*1000 |
|
Peso kg |
257 | 520 |
2.2 Microturbine a gas
Le microturbine a gas sono delle macchine ancora giovani, hanno una storia
breve. Nonostante ciň sono macchine ad alto contenuto tecnologico; sfruttano
infatti ritrovati tecnici e metodi costruttivi propri di altre tecnologie e di
altri settori, come l’elettronica di potenza, anche per questo sono forti le
aspettative per queste macchine.
2.2.1 Principio di funzionamento
Il principio di funzionamento delle microturbine a gas č il ciclo
Joule-Brayton, precisamente il ciclo Joule-Brayton rigenerativo. Il ciclo Joule
semplice č un ciclo a gas formato idealmente da quattro trasformazioni
politropiche: due isoentropiche e due isobare. Osservandolo su diagramma T-s
(vedi Fig. 2.6) avremo nell’ordine le seguenti trasformazioni:
• Trasformazione isoentropica 1-2 compressione. Il gas viene
compresso in un compressore rotativo.
• Trasformazione isobara 2-3 riscaldamento. Il fluido di lavoro subisce un
riscaldamento isobaro che potrebbe essere schematizzato con un scambiatore di
calore. Nel ciclo reale si vedrŕ essere una combustione.
• Trasformazione isoentropica 3-4 espansione. Il gas ad alta temperatura e alta
pressione viene fatto espandere in turbina.
• Trasformazione isobara 4-1 raffreddamento. Si chiude il ciclo, il sistema
torna alle condizioni iniziali.
Le microturbine
(spesso MTG) lavorano con un ciclo rigenerativo, č necessario quindi aggiungere
un’ulteriore trasformazione: uno scambio di calore isobaro, trasversale al
ciclo, tra il fluido di lavoro caldo all’uscita della turbina e quello freddo
all’uscita del compressore. Questa trasformazione che non coinvolge sorgenti
esterne č rappresentata dai tratti isobarici 2-i e 4-f. In Fig. 2.6 viene
presentata una rappresentazione completa, sui diagrammi p-v e T-s, del ciclo
Joule-Brayton rigenerativo.
Fig 2.6 diagrammi ciclo ideale di una microturbina a gas.
Nel ciclo reale invece le trasformazioni non sono reversibili; il fluido di
lavoro č l’aria e il riscaldamento 2-3 avviene in un combustore dove si inietta
il gas naturale; la sua combustione genera i fumi caldi che andranno ad
espandersi in turbina. Segue poi la rigenerazione, fase in cui i fumi cedono
calore all’aria innalzandone la temperatura; sarŕ necessario quindi bruciare
meno combustibile per ottenere la stessa temperatura di ingresso in turbina. I
fumi all’uscita del rigeneratore entrano nella caldaia di recupero termico,
cedendo il calore residuo all’utenza termica.
2.2.2 Caratteristiche e tecnologia costruttiva
L’utilizzo delle turbine a gas per la generazione su piccola scala č
certamente una realtŕ innovativa. Infatti fino ad ora l’utilizzo delle turbine
per la produzione elettrica č stato limitato a potenze superiori ai 5-10MW,
sotto tali potenze non si presentava una vera competitivitŕ energetica e quindi
economica. Per le piccole potenze (< 500 kW) la turbina e il ciclo adottati sono
stati completamente ripensati rispetto alle tradizionali turbine industriali. Si
utilizzano infatti macchine radiali e non assiali, il ciclo č rigenerativo e non
semplice, il rapporto di compressione č molto piů basso (circa 4), si
raggiungono alti regimi di rotazione (70.000-120.000 giri al minuto).
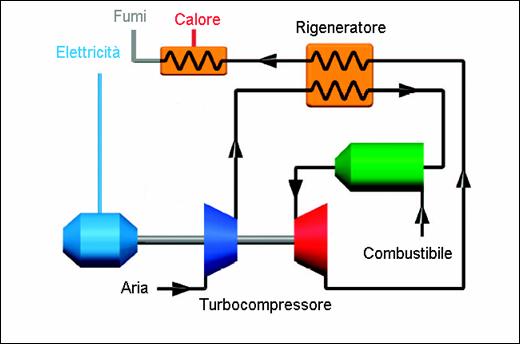
Fig 2.7 schema semplificato dei componenti di una MTG.
Sulla base dello schema in Fig. 2.7 si fornisce una sintetica descrizione
dei componenti principali.
• Turbocompressore. Il gruppo turbocompressore č costituto da
macchine radiali, compressore centrifugo e turbina centripeta, molto piů
economiche rispetto alle assiali. Considerate le temperature, che non superano
attualmente i 950°C, le giranti sono realizzate in leghe a base di nichel e non
necessitano di sistemi di raffreddamento. Date le alte velocitŕ di rotazione
l’albero del turbocompressore č sostenuto da cuscinetti magnetici o ad aria.
• Rigeneratore. Data la stazionarietŕ dell’applicazione, č di solito configurato
a piastre; grazie alle geometrie interne, che promuovono la convezione forzata,
si ottiene un’efficienza di scambio termico elevata, attorno all’85-90%. Inoltre
data la struttura delle superfici, compatte e di elevata durata nel tempo, il
costo di questo componente č relativamente basso.
• Combustore. Questo componente sfrutta tecnologie proprie delle fiamme
premiscelate, le stesse delle turbine assiali, ottenendo livelli delle emissioni
inquinanti un ordine di grandezza inferiore rispetto agli alternativi.
• Alternatore. E’ direttamente calettato sull’albero della turbina, senza
l’ausilio di alcun organo di riduzione, quindi genera corrente ad alta
frequenza. Il rotore č a magneti permanenti, magneti che data la forte velocitŕ
angolare, sono inglobati in una matrice di fibre di carbonio. L’alternatore,
generalmente a due o quattro poli, ha un rendimento di conversione elettrica del
95–98%.
• Sistema di “power conditioning”. Il sistema di controllo della potenza e
conversione della frequenza utilizza strumenti propri dell’elettronica di
potenza. La sua configurazione minima prevede un raddrizzatore statico ed un
inverter. Il rendimento di conversione si attesta su valori prossimi al 93-94%.
L’utilizzo di un
sistema di “power conditioning” consente, qualunque sia il regime di rotazione
dell’alternatore, di convertire con una serie di passaggi, la corrente ad alta
frequenza, in bassa frequenza, mantenendo alto il rendimento globale della
macchina. Il grado di libertŕ, consentito dalla velocitŕ di rotazione variabile,
puň permettere di limitare notevolmente il marcato decadimento delle prestazioni
ai carichi parziali tipico delle turbine a gas; tale possibilitŕ riveste
notevole importanza, visto che nel funzionamento cogenerativo č spesso
necessario inseguire i carichi imposti dall’utenza.
2.2.3 Controllo delle emissioni inquinanti e impatto ambientale
L’utilizzo di combustibile pulito, quale il gas naturale, e la natura della
combustione permettono alle microturbine di ottenere valori delle emissioni
inquinanti molto contenuti. La combustione nelle turbine avviene in modo molto
piů controllato rispetto agli MCI, la progettazione della camera di combustione
č ottimizzata per il controllo della formazione degli NOx, si registrano infatti
valori un ordine di grandezza inferiori rispetto agli MCI. La combustione a
fiamma premiscelata ha carattere stazionario; la turbina lavora inoltre con un
forte eccesso d’aria, si raggiungono quindi temperature di fiamma inferiori. Le
temperature ridotte inibiscono la formazione degli ossidi di azoto, l’eccesso
d’aria invece limita incombusti e CO. Attualmente le MTG non necessitano
l’impiego di sistemi di abbattimento dedicati alle fase di scarico, sono
comunque allo studio catalizzatori in grado di ridurre ulteriormente le
emissioni. Si presentano nella Tab. 2.6 i valori delle emissioni dei
principali modelli di microturbina.
Tab. 2.6 emissioni dei principali modelli di MTG.
|
Costruttore e modello |
Potenza (kW) |
Portata gas di scarico (kg/s) |
NOx ppm (15% O2) |
CO ppm (15% O2) |
Rumore dB (A) (10 m) |
|
Capstone C30 |
30 | 0.31 | <9 | n.d. | 58 |
|
Capstone C60 |
60 | 0.49 | <9 | n.d. | 65 |
|
Turbec T100 |
100 | 0.81 | <15 | <15 | 70 (1m) |
|
IngersollRand MT70 |
70 | 0.73 | <9 | <9 | 58 |
|
IngersollRand MT250 |
250 | 2.0 | <9 | <9 | n.d. |
|
Elliott TA 100 |
100 | 0.79 | 14 | <24 | <65 |
2.2.4 Esempi realizzativi e schemi d’impianto cogenerativi
Il mercato delle MTG nonostante inizi ora a muovere i primi passi, vede
affacciarsi al suo interno molte societŕ di fama internazionale. I primi modelli
commerciali e giŕ disponibili sul mercato sono stati presentati dall’americana
Capstone, dall’IR PowerWorks (Ingersoll Rand), dalla Elliot societŕ del gruppo
Ebara, dal consorzio Turbec. Svariate sono le societŕ impegnate nello sviluppo
di microturbine con prototipi giŕ sviluppati, si citano solo le principali,
General Eletric, Honeywell, Siemens. Le macchine commercializzate hanno potenze
comprese tra i 30 e i 250 kW, rendimento elettrico netto tra il 24 e il 30%, e
temperature massime del ciclo sotto i 1000°C, valori concorrenziali con gli MCI
della stessa classe di potenza. ci si aspetta un buon miglioramento con la nuova
generazione: macchine di potenza maggiore (200-400 kW) con rendimenti attorno al
33%. La tabella Tab. 2.7 offre un quadro prestazionale e comparativo delle
microturbine giŕ commercializzate.
Tab. 2.7 quadro riassuntivo prestazioni microturbine.
|
Costruttore e modello |
Potenza
Elettrica |
Potenza Termica (kW) |
ηe % |
ηt % |
ηg % |
Connessione |
|
Capstone C30 |
30 | 55 | 24 | 50 | 74 | Rete |
|
Capstone C60 |
60 | 115 | 28 | 54 | 82 | Rete |
|
Turbec T100 |
100* | 167 | 30 | 48 | 78 | Isola/rete |
|
IngersollRand MT70 |
70 | 112 | 29 | 46 | 75 | Rete |
|
IngersollRand MT250 |
250* | 383 | 30 | 46 | 76 | Isola/rete |
|
Elliott TA80 |
80* | 135 | 28 | 47 | 75 | Rete |
|
Elliott TA 100 |
100* | 165 | 29 | 46 | 75 | Rete |
Queste macchine hanno ormai raggiunto un buon livello di affidabilitŕ anche
durante l’esercizio prolungato. Grazie ad anni di attivitŕ sperimentale sul
campo, in laboratori e in enti di ricerca, sono stati totalizzati infatti
milioni di ore di funzionamento accumulato. Il costo del package cogenerativo
con MTG non č esattamente quantificabile vista la forte variabilitŕ di un
mercato giovane come quello delle microturbine. Tuttavia č facile ipotizzare
sulla base dei costi della Turbec e della Capstone, un costo specifico di circa
1000 € per kW elettrico installato, mentre si prevede che in un mercato
consolidato tali costi scendono a circa 600 €/kW elettrico. La maggior parte di
queste turbine (si escludono la Turbec T100 e la IR MT250) dimostrano, per quel
che riguarda la commercializzazione, un difetto ovvero l’incapacitŕ di
funzionamento ad isola (stand alone) e necessitano una connessione in parallelo
alla rete elettrica (grid connect).
Caratteristiche del sistema di recupero termico delle microturbine:
• Gas di scarico con ampio eccesso d’aria;
• Produzione d’acqua calda fino a circa 90°C;
• Scarsa capacitŕ di produrre vapore;
• Temperatura massima 115°C;
• Rendimento di recupero termico 50%;
• Rendimento globale di primo principio 80 - 85%;
Dal precedente elenco
si possono ottenere alcune deduzioni sul migliore utilizzo di queste macchine.
Considerato che, il calore viene fornito a temperature piuttosto basse e i fumi
sono abbastanza puliti, č evidente la possibilitŕ di utilizzo in zone urbane, in
cogenerazione ad uso civile, dove la richiesta termica č a bassa temperatura. Le
prime installazioni infatti sono state realizzate nel settore residenziale, per
soddisfare i fabbisogni elettrici e termici, di condomini e residenze
multi-familiari. Numerose installazioni sono state realizzate anche nel
terziario: in centri commerciali, uffici, alberghi, strutture sportive, piscine
o altri ambienti che richiedono una particolare climatizzazione. In alcuni casi
la richiesta termica puň superare le potenza della turbina, o non si puň cedere
alla rete l’eccedenza elettrica, č necessario quindi predisporre l’impianto con
caldaie ausiliarie per garantire la copertura dei picchi di potenza termica.
Le basse temperature a cui viene fornito il calore recuperato si sposano con il
range di alimentazione dei frigoriferi ad assorbimento alimentati ad acqua, č
facile quindi l’utilizzo di questa soluzione nella progettazione di impianti
trigenerativi. Nella figura Fig. 2.10 č mostrato un esempio di
installazione trigenerativa a microturbina e il suo schema di impianto.


Fig. 2.10 schema di
impianto e immagini di un grande centro polisportivo
(potenza elettrica installata 750kW).
2.3 Motori Stirling
Il motore a ciclo Stirling, la cui invenzione risale all’inizio
dell’ottocento, non ha ottenuto la stessa grande diffusione dei motori
alternativi a combustione interna. Vi sono stati tentativi di utilizzo nella
trazione terrestre ma la grande inerzia termica di questa macchina ne ha
bloccato l’adozione. In alcuni mercati di nicchia perň, quali la generazione
elettrica solare, questa tecnologia č riuscita ad imporsi e a svilupparsi
autonomamente.
2.3.1 Principio di funzionamento
Il motore a ciclo Stirling, si basa su un ciclo chiuso a gas che scambia,
con sorgenti esterne, calore tramite due scambiatori e lavoro tramite due
pistoni. Nel ciclo ideale le sorgenti sono a temperatura costante e i pistoni
movimentano il fluido di lavoro (aria, elio, o idrogeno) tra gli scambiatori e
il rigeneratore (vedi Fig. 2.11).
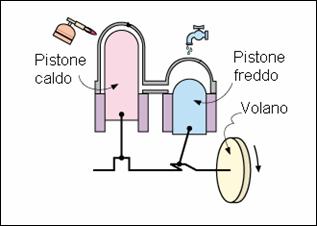
Fig. 2.11 schema semplificato di un motore a ciclo Stirling.
Osservando un ciclo Stirling ideale su diagramma T-s si evidenziamo le seguenti
trasformazioni:
• Trasformazione isoterma 1-2, compressione. Il fluido cede alla
sorgente fredda una quantitŕ di calore Qout pari al lavoro di compressione
fornito dal pistone “freddo” durante la sua corsa verso il suo punto morto.
• Trasformazione isocora 2-3, riscaldamento rigenerativo. Il pistone “caldo” ora
in movimento segue quello freddo che ha invertito il suo moto. Il fluido
attraversa il rigeneratore mantenendo il suo volume costante grazie al
sincronismo dei due pistoni.
• Trasformazione isoterma 3-4, espansione. Il fluido riceve calore dalla
sorgente calda Qin ed espandendosi spinge il pistone caldo. Anche questa
trasformazione č supposta isoterma poiché il fluido attraverso le pareti assorbe
una quantitŕ di calore equivalente al lavoro di espansione compiuto.
• Trasformazione isocora 4-1, raffreddamento rigenerativo. Trasformazione
opposta alla 2-3, i pistoni di nuovo in movimento sincrono spingono il fluido
attraverso il rigeneratore riscaldandolo per la mandata successiva. Il fluido
ritorna alle condizioni iniziali di minima pressione e temperatura chiudendo il
ciclo.
Fig. 2.12 ciclo Stirling ideale su diagramma T-s.
Complessivamente durante il ciclo il fluido ha assorbito e ceduto calore alle
sorgenti e ceduto lavoro tramite i pistoni L = Qin – Qout . In condizioni
ideali, rigenerazione ideale e scambi esterni isotermi reversibili, si ottiene
il massimo rendimento ammissibile pari a quello di un ciclo di Carnot operante
tra le stesse temperature. La macchina reale č perň fortemente penalizzata da
perdite e irreversibilitŕ, le principali sono: scambi termici non isotermi,
limitata capacitŕ termica del rigeneratore, attriti meccanici e fluidodinamici,
non perfetta adiabaticitŕ della macchina, trafilamenti, elevato spazio morto.
Come per tutte le macchine termiche il rendimento č influenzato dalle
temperature operative massime e minime, cresce quindi con la temperatura
massima. La coppia e la potenza subiscono l’influenza della velocitŕ di
rotazione e della pressione media effettiva come per gli alternativi a ciclo
Otto o Diesel.
2.3.2 Caratteristiche e tecnologia costruttiva
I motori Stirling lavorano in ciclo chiuso, la combustione č quindi esterna, ciň
consente di adottare qualsiasi combustibile compresi quelli a basso potere
calorifico come le biomasse. Il processo di combustione continua permette al
motore di funzionare in modo estremamente silenzioso, esente da vibrazioni,
richiedendo ridotti interventi di manutenzione. La regolaritŕ di funzionamento
senza sbalzi termici e di pressione concede a questi motori una vita utile molto
elevata, tra le 40000 e le 60000 ore.
Per quando riguarda le tecniche realizzative e le versioni costruttive il
mercato offre una grande varietŕ di modelli. Gli schemi meccanici e cinematici
sono molto diversi tra loro e variano da costruttore a costruttore, a titolo di
esempio viene solamente presentato un cinematismo in Fig. 2.13; una
trattazione completa di questo aspetto esula infatti dagli interessi di questo
lavoro.
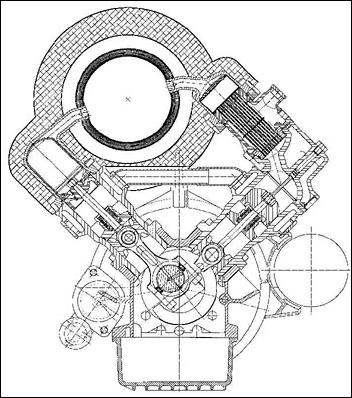
Fig. 2.13 cinematismo in sezione di un motore Stirling(fonte Solo).
E’ necessario perň far notare l’utilizzo di due sistemi di movimentazione del
fluido di lavoro:
• classico sistema a pistoni, con anelli di tenuta data l’alta
differenza di pressione tra le due camere, soggetto a maggiori sollecitazioni
dei componenti e a trafilamenti da una camera all’altra;
• sistema a pistone e dislocatore, sistema in cui il pistone ha la classica
funzione di “estrazione” di lavoro dal fluido, il dislocatore invece movimenta
il fluido che si trova alla stessa pressione su entrambi i lati, non
necessitando quindi di tenute.
Attualmente la
produzione dell’energia elettrica č affidata a generatori tradizionali ed il
moto convertito tramite cinematismo da alternativo a rotativo; con l’utilizzo di
alternatori lineari č previsto un miglioramento delle prestazioni data l’assenza
di organi per la trasmissione del moto e delle inevitabili dissipazioni di
potenza meccanica.
2.3.3 Controllo delle emissioni inquinanti e impatto ambientale
Come giŕ detto una caratteristica fondamentale dei motori Stirling č quella
della combustione esterna. In questo caso la possibilitŕ di utilizzare dei
bruciatori per fiamme premiscelate e ottenere una combustione stazionaria
garantisce, anche senza l’utilizzo di catalizzatori, livelli di emissioni
nettamente inferiori ai motori a combustione interna. Associando le basse
emissioni alla realizzazioni in piccola taglia č evidente la possibilitŕ di un
utilizzo di queste macchine nei centri abitati. La stazionarietŕ della
combustione garantisce inoltre l’assenza di fastidiose vibrazioni e
consequenzialmente la propagazione del rumore.
Si riportano come esempio, in Tab. 2.8, i valori registrati per un motore
da 10 kW elettrici.
Tab. 2.8 emissioni motore Stirling.
| NOx | 80 | mg/kWh |
| CO | 50 | mg/kWh |
| HC | 1 | mg/kWh |
2.3.4 Esempi realizzativi e schemi d’impianto cogenerativi
I motori Stirling, per loro costruzione e funzionamento, sono molto simili
ai motori alternativi, che rappresentano un settore della meccanica ormai ben
sviluppato e affermato. Inoltre le macchine Stirling sfruttano le stesse
tecnologie costruttive e gli stessi ritrovati tecnici. Ciň nonostante
attualmente il mercato non offre molti modelli commerciali; quelli presenti sono
perň tutti di taglia medio piccola. E’ anche vero che in molti stati esteri,
dalla sensibilitŕ ecologica maggiore di quella italiana, vi sono molti
produttori che hanno raggiunto, con i loro prototipi, uno stato di sviluppo
precommerciale. Tra questi citiamo: le giapponesi Mitsubishi, Toshiba, Kawasaki,
l’americana Sunpower, l’inglese Microgen, la Enatec frutto della partnership tra
l’olandese Eneco, della giapponese Rinnai e dell’americana Infinia (STC). Tutte
queste case hanno modelli da 1 kW elettrico, giŕ testati in laboratorio con
migliaia di ore di funzionamento cumulate e promettono di immettere a breve le
loro macchine sul mercato.
Passiamo ora alla realtŕ commerciale. La tedesca Solo offre un package
cogenerativo a gas naturale, derivato da generatore er collettori solari, da 9
kW elettrici, ottenuti con una meccanica bicilindrica a V di 90°. Il ciclo ad
elio raggiunge una temperatura massima di 740°C mentre la pressione media
effettiva č compresa tra i 35 e i 150 bar. Questo cogeneratore non ha un’inerzia
termica elevata, pur essendo legato al comportamento degli scambiatori, va a
regime in soli tre minuti. Il costo di installazione del sistema č di circa 2700
€/kW elettrico.
Per le taglie piů grandi i costi scendono; l’americana STM, distribuita in
Italia dalla EPS, infatti propone il modello F260 da 50 kW, a circa 55000 €
ossia 1100€/kW installato.
Il costo invece sale per le taglie piccole; la neozelandese Wispertech propone
un modello ad uso residenziale da 1 kW ad un prezzo decisamente alto 15000 €,
dovuto alla limitata produzione, prodotto in scala il costo scenderebbe
drasticamente. Si propongono ora una tabella (Tab. 2.9) comparativa delle
prestazioni dei tre modelli ed un diagramma mostrante l’andamento di potenza e i
rendimenti ai carichi parziali del modello Solo S 161.
Tab. 2.9 tabella comparativa delle prestazioni di macchine Stirling.
|
Caratteristiche |
SOLO S 161 | Whispergen | STM F260 |
|
Potenza elettrica kW |
2-9 | 1.2 | 50 |
|
Rendimento elettrico |
24% | 12% | 30% |
|
Potenza termica kW |
8-24 | 8 | 83 |
|
Rendimento totale |
84% | 85% | 82% |
|
Ingombri (L*W*H) mm |
1280*700*980 | 500*600*850 | 2570*860*1330 |
|
Massa kg |
450 | 138 | 1340 |
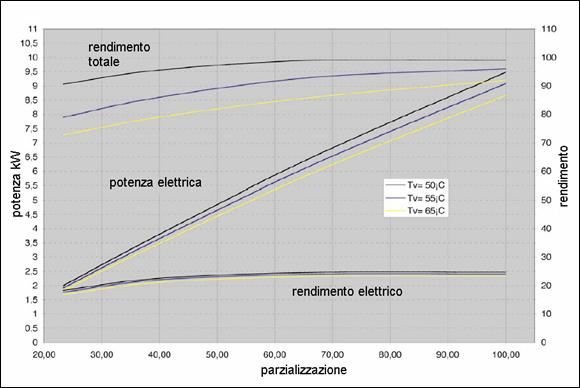
Fig. 2.16 diagramma delle prestazioni ai carichi parziali (fonte Solo).
Prestazioni migliori
si otterrebbero con l’utilizzo di pistoni liberi oscillanti, strada giŕ
intrapresa dalla Microgen per il proprio modello da 1.2 kW. In questi sistemi il
pistone oscilla liberamente determinando la compressione del gas; il dislocatore
sposta il gas tra zona calda e fredda. L’insieme pistone-molla-dislocatore si
comporta come un sistema massa-molla-smorzatore in moto di oscillazione armonica
in risonanza, calibrata in modo da avere lo sfasamento corretto tra i pistoni.
Il moto lineare alternato viene convertito in energia elettrica tramite un
alternatore lineare, con struttura a magneti permanenti. Questa disposizione
costruttiva porta vari vantaggi, tra i principali: semplificazione dei problemi
di lubrificazione e tenuta, facilitŕ di avviamento (piccolo impulso assiale
innesca sistema vibrante), il pistone puň lavorare ad una frequenza pari a
quella di rete consentendo connessione diretta con il generatore.
Si considera ora il sistema di recupero termico. In assetto cogenerativo la
maggior parte del calore č resa disponibile dallo scambiatore freddo, una quota
minore č recuperabile dai fumi in uscita dallo scambiatore caldo. Il recupero
cosě ottenuto, dopo che fumi ed acqua hanno giŕ ceduto parte della loro potenza
termica alla macchina, limita molto il livello termico a cui viene fornito il
calore (max 80°C). In caso contrario volendo disporre di calore a temperatura
piů alta si andrebbe a intaccare le prestazioni del motore riducendo potenza e
rendimento. Viene mostrato in Fig. 2.17 uno schema di impianto cogenerativo con
motore Stirling, utilizzato per la climatizzazione ambientale con fan coils a
quattro tubi.
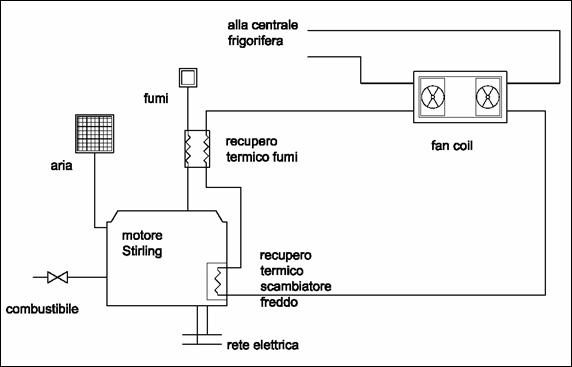
Fig. 2.17 schema di impianto con cogeneratore a ciclo Stirling.
Verranno ora trattate le celle a combustibile. Si fa notare al lettore che per questo tipo di tecnologia, non si seguirŕ l’approccio seguito per gli altri cogeneratori. Questo per due motivi: assenza del ciclo di trasformazione termodinamico per la generazione della potenza elettrica, tecnologia non ancora disponibile a livello commerciale se non per laboratori ed enti di ricerca, (ovvero operatori specializzati di settore). Si seguirŕ perciň la seguente struttura descrittiva:
• Tipologia delle Celle;
• Prestazioni, emissioni, realizzazioni, stime dei costi.
2.4 Celle a combustibile
Com’č ben noto, il modo piů comune per ottenere energia meccanica o
elettrica da un combustibile consiste nel trasformare l’energia chimica del
combustibile in energia termica, tramite un normale processo di combustione, e
successivamente convertire l’energia termica in lavoro utilizzando dei cicli
termodinamici (quali cicli Rankine, cicli Joule, cicli Otto o Diesel) . La
trasformazione dell’energia chimica di un combustibile in energia elettrica puň
invece avvenire direttamente, in modo simile a quanto accade nelle comuni
batterie, mediante reazioni elettrochimiche isoterme ed isobare all’interno
delle celle a combustibile (Fuel Cell, FC). Questo tipo di reazioni puň
avvenire con rendimenti molto elevati anche su impianti di piccola taglia, senza
sottostare alle limitazioni termodinamiche connesse alla convenzionale
trasformazione di energia termica in lavoro. La tecnologia delle celle a
combustibile sta vivendo negli ultimi anni una notevole accelerazione del suo
sviluppo tecnologico, le cui origini si collocano invece oltre un secolo or
sono. Ricerche sempre piů diffuse nel mondo con lo sviluppo di nuovi materiali,
di nuove geometrie, di nuovi tipi di cella, hanno determinato la sperimentazione
di numerosissimi prototipi ed impianti dimostrativi o pre-commerciali sia
destinati al settore della trazione (con l’applicazione alla propulsione di
autoveicoli ed imbarcazioni), sia al settore della generazione di energia
elettrica in particolare di tipo “distribuito”. Nel seguito si descrivono con
maggior dettaglio le caratteristiche dei tipi di impianti a FC attualmente
sviluppati per applicazioni di cogenerazione di piccola e media taglia (da pochi
kW fino a qualche centinaio di kW).
In una tipica cella a combustibile, il combustibile gassoso č un gas ricco in
idrogeno alimentato con continuitŕ al comparto anodico (elettrodo negativo dove
avviene l’ossidazione del combustibile e la produzione di elettroni), mentre il
comburente (ad es. aria) puň essere rifornito al catodo (elettrodo positivo,
dove avviene la riduzione dell’ossigeno con gli elettroni provenienti dal
circuito esterno collegato con l’anodo): la reazione chimica avviene mediante
scambio di ioni attraverso l’elettrolita e produce corrente elettrica chiudendo
il circuito tra gli elettrodi. Le reazioni che avvengono sono diverse secondo il
tipo di cella (vedi Fig. 2.18), ma coinvolgono sempre il trasferimento di
ioni contenenti idrogeno o ossigeno tra i due lati della cella. Vengono ora
considerati in dettaglio vari tipi di FC indicati in Fig. 2.18.
Fig. 2.18 reazioni, trasporto ionico e temperature operative per i vari tipi di cella.
2.4.1 Celle a
combustibile ad elettrolita polimerico
La sigla che contraddistingue questa tecnologia č PEM o PEFC (Polymer
Electrolyte Membrane Fuel Cell); l’elettrolita č una membrana polimerica solida
che agisce come conduttore protonico (ioni H+ ). Le temperature di funzionamento
sono prossime agli 80°C; il combustibile deve essere ricco in idrogeno e
praticamente privo di CO, mentre l’ossidante puň essere aria. Questo tipo di
cella č stato sviluppato intensamente solo alla fine degli anni ’80 ed č
attualmente studiato in particolare per l’impiego nel campo del trasporto
terrestre, sfruttando le sue caratteristiche di elevata potenza specifica per
unitŕ di peso e di volume, utilizza come combustibile idrogeno ottenuto da
reforming interno di idrocarburi. Una caratteristica particolare di questa
filiera č la formazione di acqua liquida come prodotto di reazione; le
temperature di funzionamento sono infatti limitate tipicamente a 60-80°C. In
relazione sia alla presenza di una struttura polimerica, sia ai problemi di
gestione dell’acqua nella membrana č necessario bilanciare la formazione e
controllare i flussi di acqua in modo da mantenere la membrana in un corretto
stato di idratazione, evitando l’allagamento degli elettrodi porosi. Il
controllo del bilancio dell’acqua viene generalmente effettuato umidificando
opportunamente i gas in ingresso, eventualmente utilizzando allo scopo l’acqua
prodotta della cella stessa; il raffreddamento della cella puň essere ottenuto
con una circolazione separata di acqua (o miscele acqua-glicole), riscaldata ad
esempio di circa 10°C tra ingresso e uscita del percorso di raffreddamento, o
con sistemi quali la “Direct Water Injection” dove l’iniezione di acqua liquida
demineralizzata nei flussi reagenti assicura sia il raffreddamento (per
evaporazione) sia l’umidificazione dei gas stessi (sistema sviluppato da Nuvera
Fuel Cells per applicazioni stazionarie). I pregi di questa filiera comprendono
tempi di avviamento molto ridotti, grazie alle basse temperature di
funzionamento, salite di carico veloci, costruzione leggera e compatta grazie
alla capacitŕ di sostenere elevate densitŕ di corrente.
Le basse temperature comportano perň anche delle limitazioni: il combustibile
deve essere ricco in idrogeno e praticamente privo di CO, pena l’avvelenamento
dei catalizzatori al Platino utilizzati sugli elettrodi per promuovere la
cinetica delle reazioni. Nelle applicazioni stazionarie a gas naturale, il
combustibile č ottenuto tramite un impianto di reforming seguito da una
sequenza di reattori che effettuano reazioni di shift e di “Preferential
Oxidation” per contenere la concentrazione di CO generalmente sotto le 10 ppm.
Prestazioni, emissioni, realizzazioni, stime dei costi
Le celle PEM vantano costruttori sparsi per tutto il mondo, citandone solo i
maggiori: la canadese Ballard Power Systems, le statunitensi United Technologies
e Plug Power, l’italo-americana Nuvera, la tedesca Siemens. Oltre a questi
ricordiamo le case giapponesi Fuij e Idemitsu, entrambe stanno sviluppando PEFC
da 5 kW. In ogni caso, indipendentemente dal costruttore, i moduli PEM,
presentando elevate efficienze elettriche, hanno recuperi termici minori sia
rispetto ad altre tipologie di celle sia rispetto a motori a combustione. Per
utilizzo cogenerativo le celle vengono di fatto allestite con una caldaia
ausiliaria per coprire i picchi di carico termico; tendenzialmente il circuito
termico di una PEM genera acqua calda ad una temperatura di 65°C, con una
temperatura di ritorno di 50°C. La ricerca verte su due punti: l’allungamento
della vita utile della cella fino a 40.000 ore contro le attuali 10.000, il
contenimento dei costi di impianto e di gestione, ancora troppo alti.


Fig. 2.19 immagini delle celle Nuvera e Idatech.
Si passi al tema dei
costi; non si č in grado di fornire, per le utenze commerciali un valore esatto
dei costi di impianto; queste celle sono infatti ancora alla fase di test di
laboratorio ma per gli enti interessati il costo di moduli completi da 4-5 kW di
potenza elettrica si aggira sui 6000 €/kW. Le previsioni di sviluppo indicano
come raggiungibile la soglia dei 1000 €/kW per produzioni di grande serie
(10.000 unitŕ/anno).
Si presentano in Tab. 2.10 le emissioni dichiarate per due modelli da circa 5 kW
di cui č previsto l’uso per cogenerazione residenziale nei centri urbani.
Tab. 2.10 emissioni celle PEM.
| CO | NOx | SO2 | HC | ||
|
Nuvera Avanti |
ppm | <5 | <5 | n.d. | 5 |
|
PlugPower GenSys 5 |
ppm | 1 | 1 | 1 | n.d. |
Un confronto delle prestazioni, dei vari modelli, viene presentato nelle tabelle
Tab. 2.11 e Tab. 2.12.
Tab. 2.11 prestazioni a confronto di celle PEM.
|
|
Nuvera "Avanti" | GE-PlugPower "HomeGen 7000" |
|
Rendimento elettrico netto |
>33% | 29%@7kW40%@2kW |
|
Potenza AC |
2.3-4.6 kW | 2-7 kW |
|
Potenza nominale AC |
4.6 kW | 7 kW |
|
Potenza termica recuperabile |
6.9 kW | n.d. |
|
Temperatura recupero termico |
65°C | n.d. |
|
Rendimento totale |
>80% LHV | >75% LHV |
|
Dimensioni |
1200x560x1400 mm | 1900x900x1400 mm |
|
Peso |
400 kg | n.d. |
|
Rumore |
70 dBA | < 65 dBA |
|
Installazione |
Indoor/outdoor | Outdoor |
Tab. 2.12 prestazioni a confronto di celle PEM.
|
|
Ballard 250 | GE-PlugPower "GenSys 5" |
|
Rendimento elettrico netto |
>40% | >33% |
|
Potenza AC |
25-250 kW | 0-5000 W |
|
Potenza nominale AC |
250 kW | 5 kW |
|
Potenza termica recuperabile |
237 kW | n.d. |
|
Temperatura recupero termico |
n.d. | n.d. |
|
Rendimento totale |
>80% LHV | >75% LHV |
|
Dimensioni |
5700x2400x2400 mm | 1120x660x610 mm |
|
Peso |
12100 kg | n.d. |
|
Rumore |
70 dBA | < 65 dBA |
|
Installazione |
Indoor/outdoor | Indoor/outdoor |
Si sottolinea che
nella seconda parte del presente lavoro sono disponibili prestazioni e schemi
della cella Idatech Etagen5, sono piů completi e dettagliati ed in caso di
necessitŕ si rimanda ad una loro consultazione. Non vengono presentati in questa
sede in quanto ridondanti ripetizioni.
2.4.2 Celle a combustibile ad acido fosforico
La sigla che contraddistingue questa filiera č PAFC (Phosphoric Acid Fuel
Cell). Questa filiera č stata sviluppata a partire dagli anni ’60 ed č l’unica
che abbia giŕ raggiunto un ragguardevole grado di maturitŕ tecnologica. L’elettrolita
impiegato č una soluzione concentrata di acido fosforico che agisce da
conduttore ionico tramite ioni H+ (provenienti dalla dissociazione H+
/ OH+ promossa dall’acido) per temperature di funzionamento prossime
a 200°C, risultando, nel contempo dal punto di vista termico, sufficientemente
stabile.
Gli elettrodi sono costituiti generalmente da una base carboniosa conglobata in
un legante polimerico formanti una matrice porosa rivestita in platino. La
tabella seguente (Tab. 2.13) mostra in dettaglio quali siano i materiali
impiegati da questo tipo di cella.
Tab. 2.13 materiali impiegati nella costruzione delle PAFC.
|
Componente |
Attuali |
|
Anodo |
Pt/C con legante PTFE, 0.25 mg/cm2 |
|
Catodo |
Pt/C con legante PTFE, 0.5 mg/cm2 |
|
Supporto elettrodi |
Fogli porosi a base grafite |
|
Supporto elettrolita |
SiC con legante PTFE |
|
Elettrolita |
100% H3PO4 |
L’elettrolita H3PO4 non dŕ problemi di assorbimento della
CO2, il maggior problema che si incontra nell’impiego delle PAFC č
invece costituito dalla scarsa tolleranza al CO. Questo agisce come veleno per i
catalizzatori presenti all’anodo (adsorbimento) e la sua concentrazione nel
combustibile deve essere contenuta entro l’1%.
Inoltre il contenuto totale di zolfo (H2S, COS) nel combustibile deve
essere ridotto a meno di 50ppm: queste esigenze rendono necessario l’impiego di
una sezione di desolforazione e, a valle del reformer, di specifici moduli di
abbattimento del CO mediante reazione di shift. Le caratteristiche di questa
tecnologia hanno condotto i costruttori presenti sul mercato a proporre
unicamente unitŕ di potenza superiore a qualche centinaio di kW, tali da
consentire il migliore compromesso tra economicitŕ ed efficienza. Non se ne
prevede la realizzazione in piccole taglie. Una trattazione piů approfondita su
queste celle esulerebbe dai fini del presente lavoro, il cui interesse verte su
potenze inferiori. Ciononostante, questa filiera č stata proposta per ragioni di
completezza e organicitŕ di esposizione.
2.4.3 Celle a combustibile a carbonati fusi
La sigla che contraddistingue questa filiera č MCFC (Molten Carbonate Fuel
Cell). L’elettrolita č usualmente una miscela di carbonati alcalini (Li, Na, K)
trattenuta da una matrice ceramica di LiAlO2. La cella opera a
600-700°C, temperatura alla quale i carbonati formano un sale fuso altamente
conduttivo, con ioni carbonato CO3= che permettono la
conduzione ionica. A temperature di questo livello non sono necessari metalli
nobili per svolgere la funzione di elettrocatalizzatori: la cinetica delle
reazioni č avvantaggiata dalle condizioni termiche e sono sufficienti elettrodi
porosi a base Nichel per promuovere le reazioni. Tipicamente l’anodo č
costituito da Ni legato con il 10% di Cr, mentre il catodo č realizzato da un
ossido di nichel e litio, con spessore degli strati prossimi ad 1 mm.
Le reazioni elettrochimiche che avvengono in una MCFC, coinvolgono il
trasferimento di CO2 tramite lo ione CO3= dalla
corrente di ossidante al catodo fino alla corrente di combustibile all’anodo.
Questa particolaritŕ rende necessario nelle MCFC alimentare il catodo con una
miscela aria-CO2, ottenendo la CO2 richiesta tramite un
apparato ausiliario che sfrutti ad esempio ricircoli e miscelazioni di parte dei
gas di scarico della cella o una sorgente esterna alternativa di CO2.
La tabella seguente (Tab. 2.14) riassume i materiali utilizzati per la
costruzione dei diversi componenti delle MCFC, viene presentata anche per
mostrare il livello tecnologico necessario per la produzione di tali celle.
Tab. 2.14 materiali impiegati nella costruzione delle MCFC e spessori dei
componenti.
|
Componente |
Materiali utilizzati |
|
Anodo |
Lega Ni-Cr 10% o Nl-Al, spessore <0.2-2.5 mm |
|
Catodo |
NiO / MgO + Li, spessore 0.5-1 mm |
|
Supporto elettrolita |
LiAlO2, spessore 0.5-1 mm |
|
Elettrolita |
Li2CO3-K2CO3 62%-38%, spessore 0.5-1 mm |
|
Interconnessione |
Metallica (es. Incoloy 825) con rivestimento protettivo |
Le alte temperature di esercizio permettono alle MCFC di raggiungere elevati
rendimenti e maggiore flessibilitŕ nell’utilizzo dei combustibili disponibili
rispetto alle PAFC; sono state sviluppate configurazioni che possono essere
alimentate a gas naturale effettuando il reforming del combustibile all’interno
della cella, con produzione di idrogeno, sfruttando le condizioni termodinamiche
consentite dalle elevate temperature di funzionamento e dall’aggiunta di
specifici catalizzatori a base Nichel. In questi casi, la reazione utilizzata
per la trasformazione degli idrocarburi č principalmente quella di
steam-reforming (endotermica, generalmente sfruttabile in assenza di
catalizzatori solo sopra i 750-800°C).
Questo tipo di cella č denominato con la sigla IIR-MCFC o DIR-MCFC a seconda che
il processo di reforming avvenga in una camera separata dalla FC ma adiacente ad
essa, sfruttandone il calore di scarto (Indirect Internal Reforming IIR), o sia
invece condotto direttamente all’interno del comparto anodico, sfruttando il
consumo di idrogeno e la produzione di vapore d’acqua per forzare ulteriormente
le reazioni di conversione (Direct Internal Reforming DIR).
In entrambi i casi non č piů necessario un impianto esterno di trasformazione
del combustibile, la cella puň essere direttamente alimentata a gas naturale. Il
processo di reforming interno contribuisce anche al raffreddamento della cella
tramite l’utilizzo di calore nelle reazioni.
Prestazioni, emissioni, realizzazioni, stime dei costi
Due problemi ancora non completamente risolti allontanano l’ingresso nel
mercato delle MCFC:
• alle temperature richieste sorgono forti problemi di:
resistenza alla corrosione e stabilitŕ strutturale degli elettrodi (sottoposti
all’aggressione dei sali fusi), stabilitŕ dei materiali e vita utile dei
componenti della cella.
• la gestione dell’elettrolita, in particolare il controllo della distribuzione
dei carbonati fusi nelle porositŕ degli elettrodi č un elemento critico per il
raggiungimento di prestazioni elevate e adeguate vite utili.
Tuttavia anche per
queste celle c’č una forte presenza di sviluppatori: la statunitense FCE (Fuel
Cell Energy), le giapponesi Hitachi e IHI, l’italiana Ansaldo Fuel Cells. Tutti
i produttori hanno realizzato celle a sviluppo planare, che vengono impilate in
stack, la potenza della singola cella nell’ordine del kilowatt mentre un
impianto MCFC raggiunge complessivamente i 250 kW. Anche per queste celle si
parla, come per le PAFC, di impianti di potenza superiore al centinaio di
kilowatt, non si prosegue quindi nelle descrizione di queste unitŕ.
2.4.4 Celle a combustibile ad ossidi solidi
La sigla che contraddistingue questa tecnologia č SOFC (Solid Oxide Fuel
Cell): l’elettrolita č un ossido solido metallico non poroso, generalmente un
ossido di zirconio (ZrO2) drogato con ittrio. La cella opera a
temperature comprese tra 650 e 1.000 °C, alte abbastanza da permettere una
sufficiente conduzione ionica tramite ioni ossigeno O=. Gli elettrodi possono
essere costituiti da ossidi di zirconio (anodo) e da manganiti di lantanio
(catodo). Tra i vantaggi che sostengono lo sviluppo di questa filiera nonostante
le difficoltŕ derivanti dalle alte temperature in gioco e dalle delicate
tecnologie di fabbricazione, si citano i seguenti:
• la costruzione con materiali esclusivamente in fase solida
elimina tutti i problemi di gestione delle fasi liquide e consente di realizzare
le celle con maggiore flessibilitŕ in diverse forme geometriche (sono ad oggi
sviluppate celle sia tubolari sia planari);
• grazie alle elevate temperature di funzionamento, il gas naturale č
utilizzabile direttamente senza bisogno di catalizzatori addizionali per
sostenere le reazioni di reforming, che possono avvenire internamente alla
cella;
• le temperature di funzionamento piů elevate consentono di realizzare un
consistente recupero di calore anche tramite l’integrazione con cicli
termodinamici a gas (cicli “ibridi”), con rendimenti elettrici totali molto
elevati.
Alle temperature di funzionamento di circa 1000°C caratteristiche della SOFC,
risulta problematico ottimizzare il comportamento dei materiali dal punto di
vista della stabilitŕ chimica, della conduttivitŕ e della compatibilitŕ
termomeccanica tra le varie parti in relazione ai diversi coefficienti di
dilatazione termica. Per questo motivo, parallelamente allo sviluppo ulteriore
delle celle funzionanti a 1000°C, la ricerca sta perseguendo, soprattutto per le
celle planari (dove i problemi di stress termomeccanico sono piů intensi),
l’individuazione di materiali adeguati ad un funzionamento a temperature
ridotte, dell’ordine di 650-850°C.
Prestazioni, emissioni, realizzazioni, stime dei costi
A partire dagli anni ’50 sono stati sviluppati i primi moduli di celle SOFC,
questi moduli a geometria tubolare continuano ad essere studiati dalla
Siemens-Westinhouse, che attualmente propone package dai 100 ai 250 kW. Questi
sono costituiti da singole celle tubolari lunghe 1.5 m aventi diametro di 2.2
cm, la potenza unitaria per cella raggiunge i 200 W; per gli stack cosě
realizzati la vita utile č stimata in 40.000 ore.
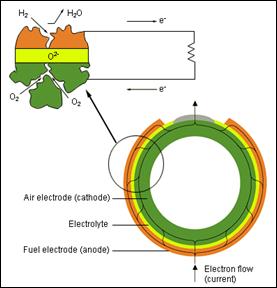
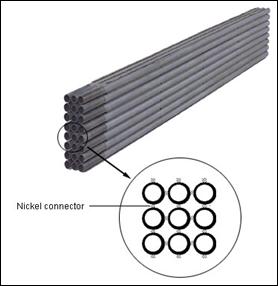
Fig. 2.21 geometrie di celle tubolari (Fonte Siemens).
Sempre con tecnologia tubolare, viene proposto, dalla Fuel Cell Technologies,
uno stack cogenerativo da 5 kW elettrici per uso residenziale, sempre la FCT sta
lavorando su celle sperimentali con potenza specifica piů elevata in modo da
ridurre i costi di impianto.
Le SOFC a geometria planare si mostrano per certi aspetti piů promettenti;
infatti troviamo un forte interesse di costruttori statunitensi, europei ma
soprattutto giapponesi.
Le celle di tipo planare presentano una struttura con componenti attivi (anodo -
elettrolita - catodo) “piatti”, analoga a quelle usate dalle PEM, consentendo
una facile connessione elettrica in serie tra le celle, che vengono generalmente
impilate. Le geometrie realizzative sia delle celle, sia dei componenti di
connessione, variano parecchio a seconda dei costruttori e a seconda delle
scelte perseguite tra: percorsi preferenziali del gas, migliore asportazione del
calore, flussi incrociati, scambi di calore rigenerativi, agevolazione delle
reazioni di reforming. Si citano tra i produttori di celle planari Rolls Royce,
Siemens, Ztek, Mitsubishi.
Nell’utilizzo residenziale č notevole l’impegno della svizzera Sulzer; la Sulzer
ha infatti sviluppato un package cogenerativo con celle circolari, denominato
Hexis. La seconda generazione ribattezzata Galileo č stata presentata alla fiera
di Hannover 2005. Vanta: percorso di preriscaldamento dei reagenti in modo da
ridurre stress termico delle pareti, reforming interno del gas naturale,
accumulatore di acqua calda da 200 litri per usi igienico-sanitari. Si noti
inoltre la presenza di un demineralizzatore interno che fornisce il vapore
acqueo puro necessario per le reazioni di reforming. Attualmente questi impianti
hanno un costo di installazione di 6000-7000 €/kW, costo legato alla fase di
sviluppo precommerciale, le previsioni su un mercato consolidato stimano costi
di 700-800 €/kW. Bisogna notare, riferendoci alle fuel cells in generale, che un
prezzo piů elevato, per questi impianti economicamente meno competitivi,
verrebbe giustificato a fronte delle ridotte emissioni.
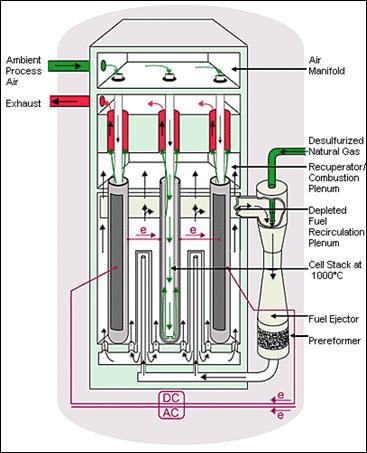

Fig. 2.23 schema della cella Siemens e foto della cella Galileo.
I tenori nei fumi di
CO e NOx sono generalmente contenuti al di sotto di 1 ppm, fumi con tenore di
ossigeno del 15%, ovvero un ordine di grandezza in meno rispetto alle tecnologie
convenzionali basate su combustione e ciclo di potenza sottoposto. Si propone in
ultimo la tabella Tab. 2.15 che mette a confronto le prestazioni di tre celle
SOFC.
Tab. 2.15 tabella comparativa per tre modelli di celle SOFC.
|
|
Siemens- Westinghouse CHP100 |
FCT 5kW |
Sulzer Galileo |
|
Rendimento elettrico netto |
>46% |
42%@3kW |
>30% |
|
Potenza nominale AC |
100 kW |
3 kW (picco5kW) |
1 kW |
|
Potenza termica recuperabile |
75 kW |
3.1 kW |
2.5 kW |
|
Rendimento totale |
>80% |
>80% |
>85% |
|
Dimensioni |
n.d. |
120x80x210cm |
55x55x160cm |
|
Peso |
n.d. |
1100 kg |
170 kg |
2.5 Frigoriferi ad assorbimento
Le macchine frigorifere ad assorbimento costituiscono una pratica
alternativa a quelle a compressione di vapore. Il principale vantaggio č quello
di non richiedere, salvo che per la pompa di trasferimento del soluto,
l’ingresso di lavoro meccanico e, pertanto, l’introduzione di potenza elettrica.
La funzione di prelevare calore ad un sorgente a temperatura inferiore e di
cederlo ad una sorgente a temperatura superiore, viene infatti svolta con
l’impiego di energia termica fornita da una terza sorgente di calore. A
differenza delle macchine frigorifere a compressione di vapore, le quali
funzionano con un fluido puro (monocomponente), le macchine ad assorbimento si
basano sull’impiego di una miscela di due fluidi. La coppia di fluidi deve poter
formare, nelle condizioni operative della macchina, una miscela omogenea in fase
liquida. Uno dei due fluidi, quello a piů bassa tensione di vapore, svolge il
ruolo di solvente; quello a piů elevata tensione di vapore assume il ruolo di
soluto.
2.5.1 Principio di funzionamento
Le trasformazioni elementari che caratterizzano il funzionamento di una
macchina di assorbimento sono, per l’appunto, la formazione della soluzione
(detta di assorbimento) e in altra fase del ciclo, l’estrazione del soluto dalla
soluzione. Inoltre, anche in queste macchine frigorifere come in quelle a
compressione di vapore, si fanno avvenire opportuni cambiamenti di fase
(evaporazione e condensazione) di uno dei fluidi (il soluto).
Ognuna delle trasformazioni elementari ora citate (assorbimento, estrazione del
soluto, evaporazione e condensazione) comporta scambi termici con le sorgenti di
calore accoppiate alla macchina.
Le macchine d’interesse per il presente lavoro, ossia quelle adottate per la
climatizzazione ambientale, utilizzano una delle seguente coppie di fluidi:
• Acqua – Ammoniaca; l’ammoniaca (NH3), avendo piů elevata
tensione di vapore, funge da soluto e quindi anche, come verrŕ meglio spiegato
nel seguito da fluido frigorigeno, mentre l’acqua (H2O) ha ruolo di
solvente;
• Bromuro di Litio (soluzione acquosa) – Acqua; l’acqua riveste, in questo caso,
il ruolo di soluto e di fluido frigorifero mentre una soluzione di acqua e di
Bromuro di Litio (LiBr) ha ruolo di solvente.
Per descrivere la funzione svolta da ciascuno dei componenti che costituiscono
il circuito del refrigerante, e per dare maggiore concretezza all’esposizione,
ci si riferisce al caso in cui venga impiegata la coppia di fluidi LiBr – H2O.
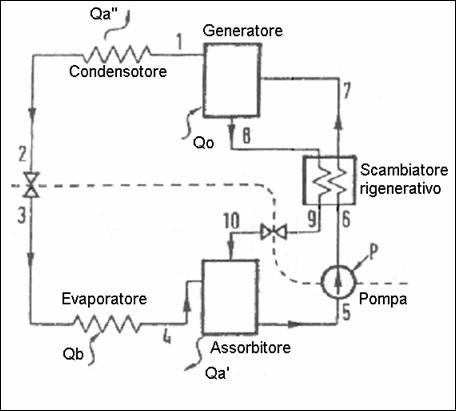
Fig. 2.24 rappresentazione schematica di una generica macchina ad assorbimento.
In Fig. 2.24 č riportata la rappresentazione schematica di una macchina
di assorbimento che permette l’individuazione dei singoli componenti e delle
loro connessioni:
1 Evaporatore č lo scambiatore in cui l’acqua (fluido frigorifero)
assorbe la potenza termica Qb dalla sorgente a bassa temperatura (effetto utile
di refrigerazione) e passa allo stato di vapore;
2 Assorbitore č l’apparato in cui il vapore d’acqua prodotto
nell’evaporatore (stato 4) viene portato in fase liquida (la soluzione), senza
che sia necessario elevarne la pressione. Il soluto (acqua) viene assorbito da
parte di una miscela liquida proveniente dal generatore; questa soluzione viene
detta povera, in quanto ha una bassa concentrazione di soluto. Il processo di
assorbimento ha luogo a causa dell’affinitŕ tra le molecole del soluto e quelle
del solvente, ed č esotermico. Pertanto deve essere ceduta la potenza termica
Qa’ alla sorgente esterna a temperatura Ta (temperatura del fluido disponibile
per disperdere in ambiente il calore di scarto della macchina, considerando
macchina raffreddata a liquido);
3 Pompa del liquido (detta anche pompa di trasferimento del soluto o
pompa di travaso) eleva la pressione della soluzione ricca di acqua proveniente
dall’assorbitore e ne consente il trasferimento nel generatore;
4 Generatore č l’apparato in cui si effettua la separazione del soluto
(refrigerante) dal solvente. Il processo di distillazione che estrae il
componente piů volatile dalla miscela, avviene mediante fornitura di potenza
termica Qo da parte della sorgente esterna a temperatura To; č questa la
potenza termica motrice dell’impianto;
5 Condensatore č lo scambiatore di calore nel quale avviene la
condensazione del vapore d’acqua prodotto dal generatore (stato 1); la
trasformazione 1-2 comporta la cessione della potenza termica Qa’’ alla sorgente
a temperatura Ta (ambiente);
6 Organi di laminazione operano un’espansione isoentalpica (senza scambi
di calore o di lavoro con l’esterno) del fluido che li attraversa. In una
macchina frigorifera ad assorbimento ne esistono due. Il primo č attraversato
dall’acqua che allo stato liquido lascia il condensatore (trasformazione 2-3);
il secondo č attraversato dalla soluzione povera uscente dal generatore e
destinata ad entrare nell’assorbitore.
Nello schema di Fig. 2.24 č anche rappresentato uno scambiatore
rigenerativo; tale componente viene inserito nel circuito, in modo che la
portata di miscela povera uscente dal generatore, possa cedere potenza termica
alla miscela ricca (liquida) che, prima di entrare nel generatore, si trova ad
una temperatura inferiore. Lo scambiatore rigenerativo consente in altre parole
un recupero di calore; di fatto una parte della potenza termica Qa’ che,
altrimenti sarebbe necessario disperdere nell’assorbitore (cedendola alla
sorgente a temperatura Ta), viene utilmente impiegata per ridurre la potenza
termica Qo che č necessario fornire per il funzionamento della macchina.
Nelle macchine ad assorbimento, come in quelle a compressione (supponendo
trascurabili le perdite di carico legate al moto dei fluidi nei componenti e
nelle tubazioni di collegamento), si evidenziano solamente due valori di
pressione del fluido di lavoro.
Generatore e condensatore operano infatti ad una pressione Pa, detta alta
pressione, il cui valore dipende dalla temperatura di condensazione dell’acqua
(pura), e perciň dalla temperatura alla quale č richiesto di asportare il calore
dalla sorgente fredda.
Dalla descrizione sin qui fatta delle macchine di assorbimento dovrebbero
emergere le somiglianze e le differenze esistenti tra queste e le macchine a
compressione di vapore.
L’effetto frigorifero č ottenuto in entrambi i casi in un evaporatore; č
comunque necessario disperdere il calore di condensazione per riottenere del
liquido a partire dal vapore surriscaldato ad alta pressione e, infine, in
entrambi i casi si impiegano organi di laminazione per far diminuire la
pressione dal valore esistente nei componenti che operano ad alta pressione a
quelli di bassa pressione.
I due tipi di macchine differiscono per il modo in cui viene creata la
differenza di pressione tra il valore di alta e quello di bassa. Nelle macchine
a compressione si utilizza potenza meccanica per muovere il compressore; nelle
macchine ad assorbimento, il generatore (azionato termicamente) e l’assorbitore
sostituiscono il compressore.
2.5.2 Caratteristiche e tecnologia costruttiva
Nati originariamente in America, i gruppi frigoriferi ad assorbimento sono
oggi prodotti soprattutto in Estremo Oriente (Giappone, Cina, Corea), anche se
esistono alcuni costruttori europei, tra i quali Robur in Italia, e Colibrě, in
Olanda. Dato il grande numero di costruttori e quindi di modelli, la fascia di
potenze disponibili č molto ampia da poco piů di 10kW a oltre 23 MW. Inoltre
l’alimentazione di queste macchine permette una scelta di alternative tale da
poter rispondere ad ogni disponibilitŕ locale di combustibili o di calore:
dall’acqua calda a bassa temperatura (anche a partire da soli 60°C per le
macchine Nishiyodo), all’acqua surriscaldata (125°C), al vapore a bassa ed alta
pressione, al gas naturale e GPL, ai gas esausti da sistemi di cogenerazione con
microturbine o motori alternativi, ai cascami di calore da processo, ecc.
L’effetto frigorifero di solito viene fornito tra i 7e 12°C con fluido vettore
acqua ma in alcuni casi date le basse temperature di funzionamento vengono
utilizzate miscele di acqua glicole o altre miscele incongelabili, si citano ad
esempio i modelli della serie ARP-S della Colibrě dove si raggiungono i 50 gradi
sotto lo zero Celsius.
Le prestazioni di queste macchine variano parecchio in base alla modalitŕ
costruttiva, notevole č la differenza di rendimento tra il singolo, doppio o
triplo effetto. Seguendo questa classificazione, dovuta al numero degli stadi di
evaporazione della miscela presenti nel desorbitore, si passa da rendimenti pari
a 0.6 per frigoriferi a singolo stadio, 1-1.2 per doppio stadio e 1.6 per il
triplo. Nelle macchine a piů stadi si utilizza il vapore, prodotto ad alta
temperatura nel primo stadio, per farne evaporare un’ulteriore quota negli stadi
successivi.
La costituzione tecnologica di queste macchina varia con il costo. Esistono
macchine monocorpo con i quattro componenti funzionali racchiusi in un’unica
cassa, doppio corpo dove le sezioni della macchina corrispondono con i due
livelli di pressione; troviamo cosě il gruppo assorbitore-evaporatore da una
parte e quello generatore-condensatore dall’altra. Si arriva poi ai modelli con
tre o quattro sezioni ognuna dedicata ad un componente. Notevoli variazioni di
costo si evidenziano a seconda che il chiller sia raffreddato ad aria o ad acqua
tramite torre evaporativa.
Queste macchine sono facilmente parzializzabili e senza scadimento delle
prestazioni, il rendimento infatti resta circa inalterato. Riportando come
esempio frigoriferi alimentati ad acqua calda, si nota come č possibile
parzializzare la macchina variando la temperatura dell’acqua di alimento in
ingresso oppure variandone la portata. I diagrammi riportati di seguito (vedi
Fig. 2.26 e Fig. 2.27) mostrano gli effetti di tali operazioni, su potenza
frigorifera resa, temperature dell’acqua di torre, temperature acqua
refrigerata.
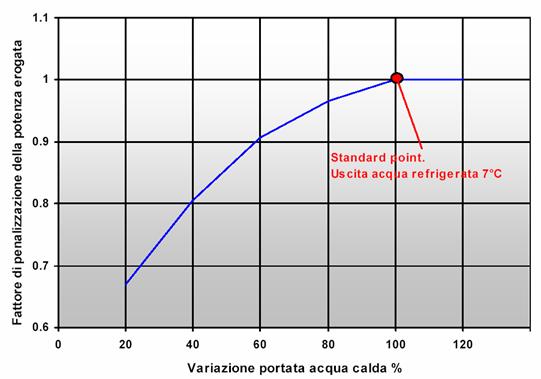
Fig. 2.26 curva di parzializzazione tramite portata per un FA (fonte manuale tecnico MAYA).
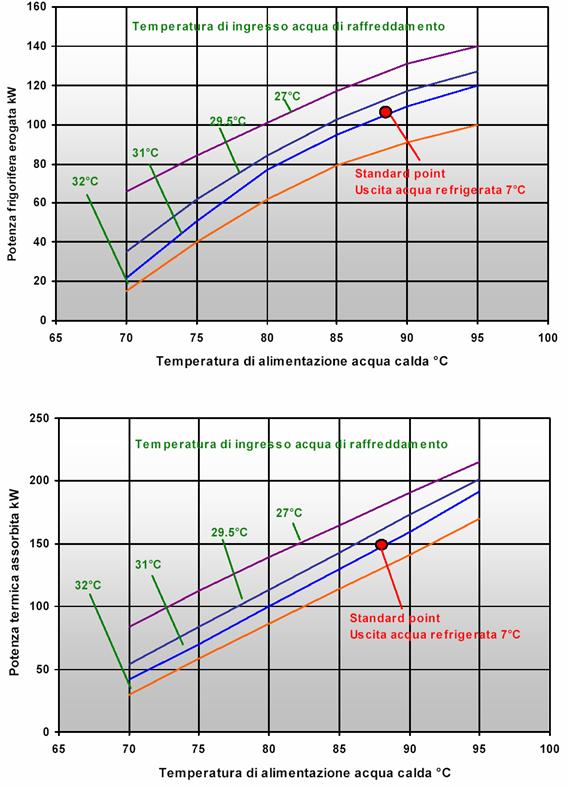
Fig. 2.27 curve di parzializzazione in base ai ΔT ingresso/uscita per un FA (fonte manuale tec. MAYA).
Il confronto tra i frigoriferi ad assorbimento con quelli a compressione di
vapore non č immediato. In termini di costo di installazione, a paritŕ di
potenza installata, un FA richiede un esborso maggiorato, maggiorazione che va
dal 30 al 100% a seconda dei costruttori (vedi Fig. 2.28). I FA offrono
perň vantaggi gestionali non indifferenti: non temono i blackout, funzionamento
estremamente silenzioso, non avendo parti in moto, vita utile superiore ai 20
anni e utilizzando cascami termici di processo, sono forti le considerazioni di
carattere ecologico-ambientale. Il vero discriminante č il costo dell’energia,
riferendosi sia al costo del kWh che a quello del metro cubo di gas naturale.
Purtroppo perň in un mercato dell’energia fortemente variabile, come quello
italiano, dove i grandi utenti contrattano direttamente prezzi e tariffe, č
difficile prevedere a priori da quale lato pende l’ago della bilancia.
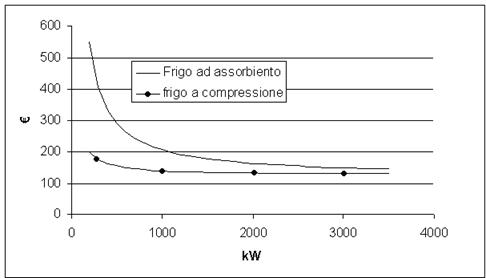
Fig. 2.28 confronto dei prezzi medi per kW installato per FA a singolo effetto e frigoriferi a compressione (fonte rivista “Costruire impianti” N.1/05).
2.5.3 Controllo delle emissioni inquinanti e impatto ambientale
Queste macchine non utilizzano, come frigorigeno, gas-serra o reagenti con
l’ozono, quindi anche alla fine della loro vita utile non rilasciano alcun
emissione inquinante. Basti considerare che le miscele utilizzate sono a base
d’acqua e in condizioni ambiente liquide (acqua-ammoniaca, acqua-soluzione di
bromuro di litio). I normali frighi a compressione lavorano con HFC (idrofluorocarburi),
meno nocivi dei piů famosi CFC, ma che hanno comunque una certa reattivitŕ con
l’ozono.
In tutti quei casi in cui il frigorifero non ha una caldaia dedicata, e sfrutti
calore di scarto, da processi produttivi o da cogenerazione, ad esempio con
microturbine, genera un risparmio non indifferente di energia primaria, ovvero
di combustibile, rispetto alla stessa generazione di potenza frigorifera tramite
macchine a compressione. Si cita solamente la ben nota, e piů volte richiamata,
proporzione: meno combustile, meno anidride carbonica, meno effetto serra. Una
valutazione degli impianti, sotto questo aspetto, puň essere realizzata tramite
gli indici GWP, ODP e TEWI proposti dalla ASHRAE (American Society of Heating,
Refrigerating and Air-Conditioning Engineers). In cui:
• ODP = Potenziale di Distruzione dell’Ozono
Indice adimensionale esprimente la capacitŕ della sostanza in questione di
impoverire lo strato di ozono atmosferico. Riferimento unitario viene assunto
per il refrigerante alogenato R-11.
• GWP = Potenziale di Riscaldamento Globale
Indice adimensionale esprimente il contributo della sostanza in esame al
riscaldamento globale tramite Effetto Serra. Riferimento unitario viene assunto
per l’anidride carbonica.
• TEWI = Impatto Totale sull’ Effetto Serra
Indice che considera Effetto Serra diretto e Effetto Serra indiretto. Ove per
Effetto Serra diretto si intende la perdita di carica di refrigerante dal
sistema che ne fa uso, mentre per Effetto Serra indiretto si intendono le
emissioni di anidride carbonica derivanti dal consumo energetico del sistema.
2.5.4 Esempi realizzativi e schemi d’impianto cogenerativi
Si limita l’interesse delle seguenti esemplificazioni ai soli casi di
cogenerazione, in cui la macchina ad assorbimento viene accoppiata ad un motore
primo per cogenerazione; non si parlerŕ quindi delle macchine alimentate tramite
combustibile. I cogeneratori piů utilizzati nella realizzazioni di questi
impianti, che tra l’altro risultano essere dei veri e propri sistemi di
trigenerazione, sono le microturbine a gas. Le temperature dell’acqua
proveniente dal recupero termico della turbina ben si sposano con il range
termico di alimentazione richiesto dai chillers alimentati ad acqua. Facile č
anche l’accoppiamento tra FA e motori alternativi, viste le temperature a cui
viene reso disponibile il calore, piů difficile č l’utilizzo in trigenerazione
con motori Stirling, date le basse temperature a cui rendono disponibile il
calore (< 80°C), č perň possibile l’accoppiamento con macchine ad adsorbimento
che, grazie all’utilizzo di sostanze catalitiche nel ciclo di rigenerazione del
refrigerante, sono alimentati con acqua a soli 60°C. Viene ora presentata una
tabella (vedi Fig. 2.29) riassuntiva delle specifiche tecniche delle
macchine Yazaki, distribuite in Italia da Maya, in cui sono evidenziate le
temperature, portate, pressioni dei tre circuiti della macchina. Vengono forniti
anche altri dati inerenti a prestazioni e connessioni. Tutti i valori riportati,
anche se forniti per uno specifico produttore, sono comunque indicativi di tutte
le macchine della stessa classe.
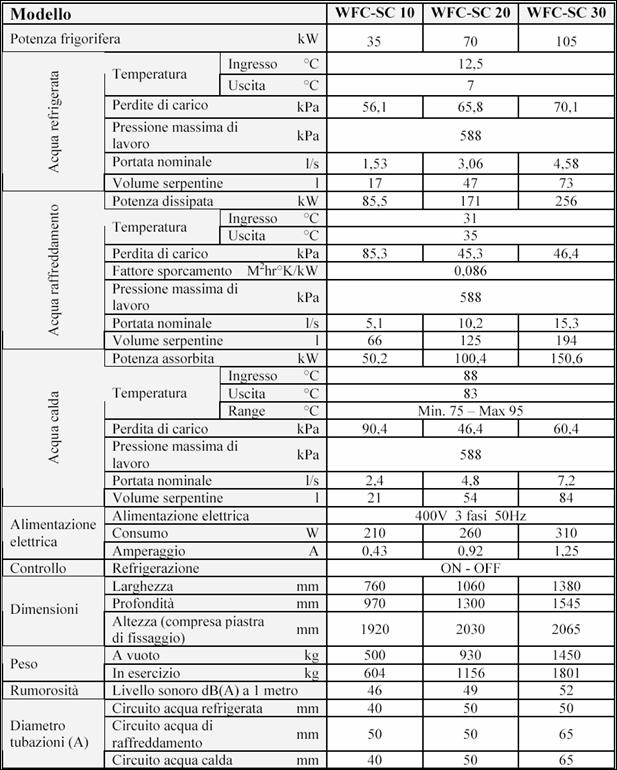
Fig. 2.29 caratteristiche tecniche dei frigoriferi Yazaki.
Vengono ora presentati due schemi: uno trigenerativo dove due circuiti,
terminanti in un fan coil rappresentante l’utenza termica, trasportano il fluido
termovettore (di solito acqua glicolata) ai due livelli di temperatura
richiesti. Il sistema č in grado di gestire separatamente e contemporaneamente
un’utenza “calda” e una “fredda”; dirottando tramite valvole a tre vie
motorizzate l’acqua in uscita dal recupero termico del motore primo, si alimenta
un circuito piuttosto che l’altro (vedi Fig. 2.30).
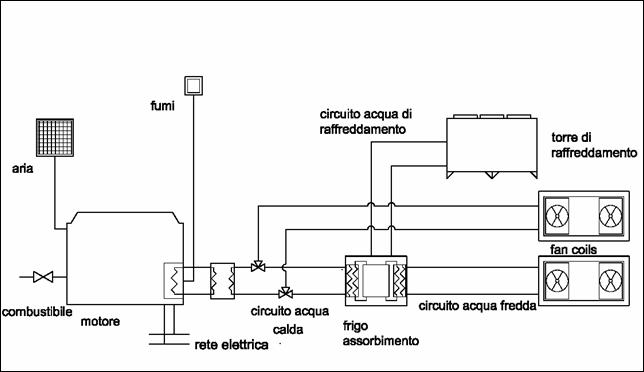
Fig.2.30 schema di connessione per installazione rigenerativa.
Il secondo schema (vedi Fig. 2.31) mostra le connessioni termiche in
sistema cogenerativo in cui la macchina ad assorbimento č alimentata
direttamente con i fumi ad alta temperatura (400°C) in uscita dal motore (MCI o
microturbina).
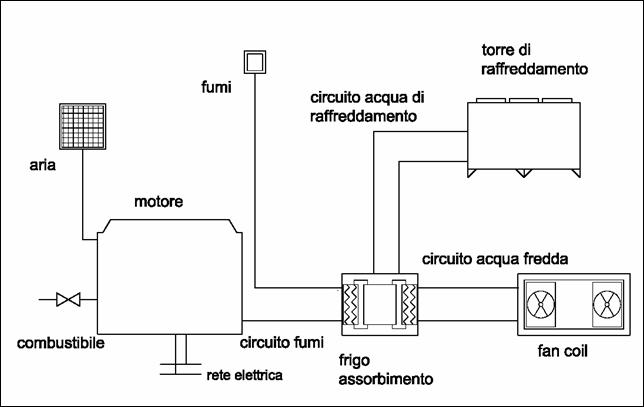
Fig. 2.31 schema di connessione motore-assorbitore tramite recupero termico dei fumi.
* michele.sileo@fastwebnet.it